Tiện côn là một hình thức gia công bề mặt côn thông dụng hiện nay. Với 4 phương pháp cơ bản phù hợp với từng bề mặt côn và mục đích gia công. Bạn cần hiểu rõ chúng để chọn loại gia công phù hợp nhất.
1. Tiện côn là gì?
Tiện côn là hình thức gia công tiện CNC các bề mặt côn tạo thành các chi tiết. Đây là kỹ thuật được sử dụng rộng rãi trong nhiều lĩnh vực.
Khi tiện côn cần đảm bảo chính xác về độ côn, độ đồng tâm, độ trụ, độ tròn, độ nhẵn bóng của đường sinh, kích thước và độ nhám bề mặt.
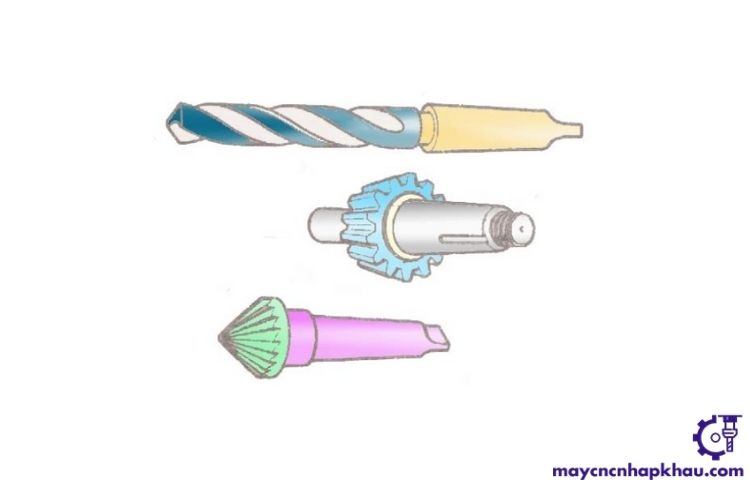
Các chi tiết côn
2. Mặt côn là gì?
Mặt côn là một mặt phẳng được tạo bởi một đường thẳng khi quay quanh một đường thẳng khác. Hai đường thẳng này không song song với nhau nhưng cùng nằm trên một mặt phẳng.
Mặt côn thường được sử dụng làm mặt lắp ghép trong mối ghép tĩnh hoặc động của các chi tiết cơ khí. Các mối ghép này sẽ không có khe hở và độ đồng tâm cao.
Mặt côn được dùng rất nhiều vì chúng có thể được dùng để lắp ghép, định vị.
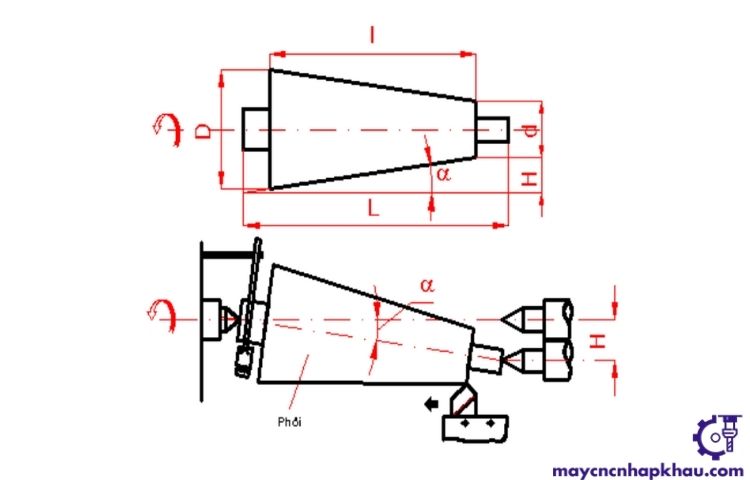
Mặt côn được đặc trưng bởi các yếu tố cơ bản sau:
- Góc côn (2α) là góc tạo bởi hai đường sinh đối xứng qua trục của mặt côn.
- Góc nghiêng (nửa góc côn) (α) là góc tạo bởi đường trục và đường sinh của
- Độ côn được xác định theo công thức sau:
k = (D-d)/l
Trong đó
- D là đường kính đầu mút lớn của mặt côn
- d là đường kính đầu mút nhỏ của mặt côn
- l là chiều dài của mặt côn
- Độ nghiêng (độ dốc)
Độ nghiêng được xác định theo công thức sau:
u = tg α= (D-d)/2l
3. Các loại côn tiêu chuẩn và phạm vi ứng dụng
Có hai loại côn tiêu chuẩn: côn mooc và côn hệ mét:
- Côn mooc bao gồm 7 số hiệu: 0, 1, 2, 3, 4, 5 và 6. Nhỏ nhất là số 0 lớn nhất là số 6.
- Côn hệ mét gồm 8 số hiệu: 4, 6, 80, 100, 120, 140, 160 và 200. Các số liệu này chỉ kích thước đường kính lớn của bề mặt côn, còn độ côn k = 1:20 thì không đổi.
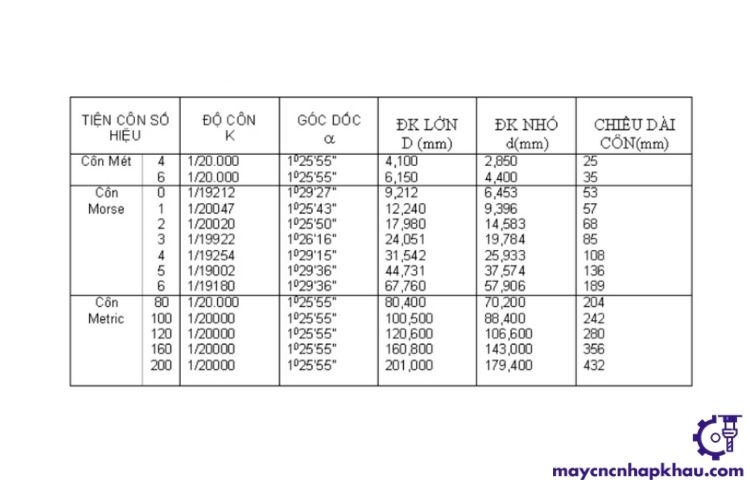
Bảng kích thước tiêu chuẩn côn metric và côn morse
4. Các phương pháp tiện côn (tiện bề mặt côn) thông dụng
4.1. Tiện côn định hình
Đây là một trong những phương pháp đơn giản nhất khi gia công tiện CNC. Khi thực hiện, dao được đưa thẳng góc với trục máy tiện.
Nguyên lý
Sử dụng một loại dao có lưỡi chính thẳng và dài. Khi cắt thì lưỡi cắt sẽ nghiêng một lượng bằng một nửa góc côn so với trục quay của chi tiết gia công.
Đặc điểm
- Đơn giản, độ chính cao.
- Độ chính xác sẽ phụ thuộc nhiều vào lưỡi cắt chính của dao và dưỡng so dao.
- Thích hợp gia công chi tiết ngắn hơn 20 ÷ 25 mm.
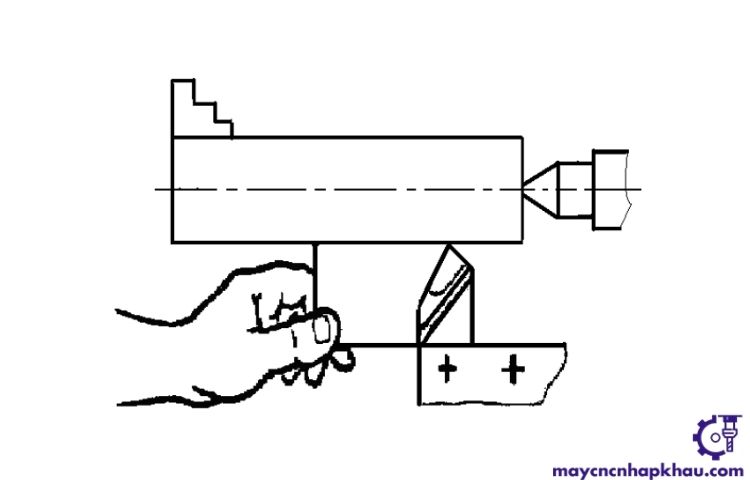
Kỹ thuật
- Yêu cầu lưỡi cắt có chiều dài lớn hơn chiều dài mặt côn cần được gia công và phải thẳng. Nhằm gia tăng độ chính xác cho mặt côn.
- Dùng một dưỡng so dao khi gá để xác định độ côn. Khi đó dưỡng được áp sát vào mặt trụ theo một đường sinh. Sau đó điều chỉnh dao từng bước sao cho lưỡng cắt chính trùng hoặc song song với cạnh còn lại của dưỡng.
- Sau đó bỏ dưỡng ra và tiến hành cắt chi tiết. Lúc này cần thực hiện tiến dao dọc hoặc ngang phụ thuộc vào góc côn.
4.2.Tiện côn bằng xê dịch ngang ụ động
Nguyên lý
Tiện mặt côn dựa vào các chuyển động của dao theo phương nghiêng so với trục quay của chi tiết. Hoạt động tiến dao sẽ được thực hiện bằng bàn xe dao (tiến dao dọc), mặt côn sẽ được tạo nhờ vào độ lệch trục quay của chi tiết với phương chuyển động chạy dao dọc.
Đặc điểm
- Được dùng để gia công các chi tiết dài, có độ côn rất nhỏ.
- Có thể chạy dao tự động.
- Không gia công được côn trong lỗ.
Kỹ thuật
Phôi được gá trên hai đầu kẹp tốc. Thả lỏng kẹp ụ động lên thân máy, Dịch chuyển ụ động bằng cách vặn hai vít điều chỉnh ở hai bên sườn ụ động (Đẩy ụ động ra xa để tiện côn ngược, và đẩy ụ động vào gần để tiện côn suôi).
Có thể kiểm tra khoảng dịch chuyển của ụ động bằng các vạch chỉ thị ở phía cuối ụ động, hoặc có thể dùng căn mẫu và đồng hồ so.
Dao được gá thẳng và tiến dao dọc bằng bàn xe dao.
Chú ý: Phải dùng tốc để truyền chuyển động cho chi tiết, để tránh làm hỏng lỗ tâm do gá lệch nên thường dùng mũi chống tâm chỏm cầu.
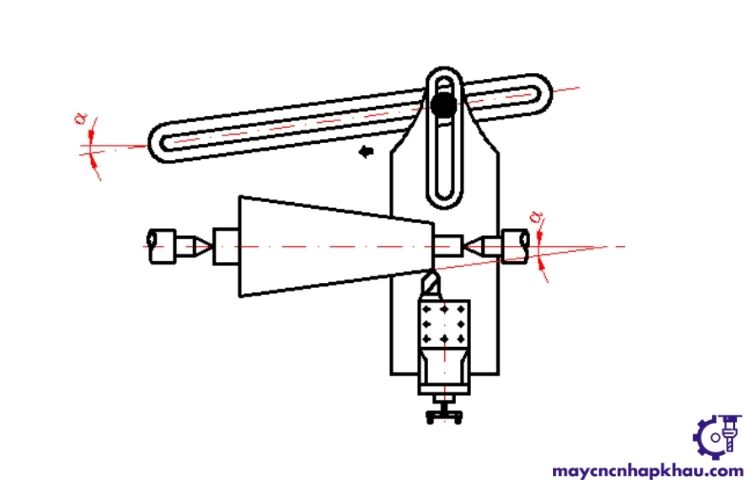
4.3. Phương pháp tiện côn bằng thước côn
Nguyên lý
Mặt côn được gia công nhờ vào chuyển động của dao tiện CNC theo phương nghiêng so với trục quay của chi tiết. Việc tiến dao sẽ được thực hiện bằng bàn xe dao (tiến dao dọc), quỹ đạo của dao sẽ được quyết định bởi một thanh trượt dẫn hướng cho bàn dao trên, lắp cứng trên máy, được gọi là thước côn
Đặc điểm
- Đây là phương pháp phức tạp.
- Có thể thực hiện tiến dao tự động.
- Được sử dụng để chế tạo chi tiết hàng loạt hoặc gia công các mặt côn có độ dài khá cao (đến khoảng 500 – 600 mm) và có độ dốc thấp.
Kỹ thuật
Khi gia công ta tháo vát cho bàn trượt ngang hoạt động tự do không bị ràng buộc bởi hệ thống vít đai ốc. Bàn trượt dọc sẽ quay đi 90° để điều hình chiều sâu cắt thay cho bàn trượt ngang.
Thước chép hình được điều chỉnh theo độ dốc a, khi xe dao chuyển động tự động thì dao sẽ chuyển động viên theo chiều song song với thước chép hình và tạo ra độ côn theo yêu cầu.
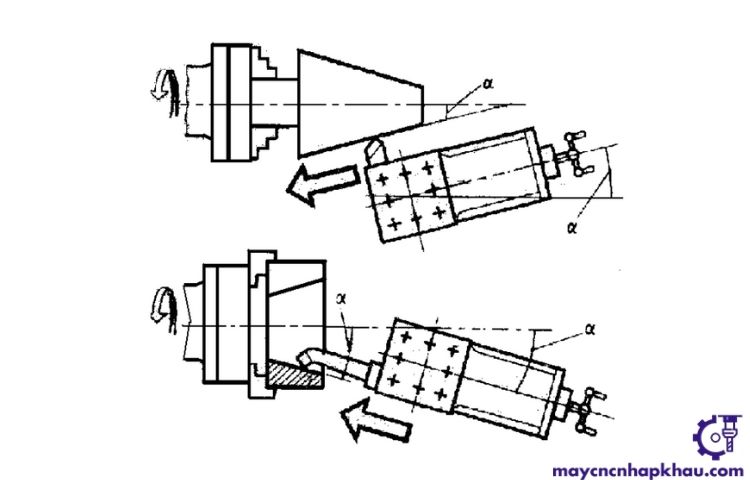
4.4. Tiện côn bằng xoay nghiêng bàn trượt dọc
Nguyên lý
Mặt côn được gia công tiện CNC nhờ vào chuyển động của dao theo phương nghiêng so với trục quay của chi tiết. Việc tiến dao được thực hiện bằng ổ dao trên đã được xoay một góc bằng nửa góc côn.
Đặc điểm
- Đây là phương pháp phức tạp do phải tính toán, điều chỉnh xoay ổ dao.
- Độ chính xác của mặt côn phụ thuộc vào độ chính xác của mặt chia trên ổ dao.
- Gia công được chi tiết với độ côn lớn một cách chính xác, cả côn trong lẫn côn ngoài.
- Có thể gia công bề mặt côn có độ dài lớn hay nhỏ tùy theo khoảng dịch chuyển được của bàn trượt dọc trên.
Kỹ thuật
Dao được gá trên ổ dao. Tháo lỏng hai vít kẹp ổ dao trên, xoay ổ dao trên một góc bằng với góc nghiêng của mặt côn (xoay phải hay trái tùy theo hướng nghiêng của mặt côn). Góc nghiêng được xác định trên vạch chỉ thị được khắc trên đế quay hoặc trên bàn dao ngang, siết chặt hai vít kẹp ổ dao trên lại, độ chính xác khi quay ổ dao có thể chỉ đạt được khoảng 1/2 độ.
Trong phương pháp này dao được tiến bằng tay bằng cách quay tay quay của ổ dao trên. Để tiện các chi tiết côn có độ chính xác cao, người ta có thể xác định góc quay của ổ dao bằng cách dùng đồng hồ so tựa lên dưỡng côn
5. Phương pháp kiểm tra mặt côn
- Kiểm tra góc công bằng dưỡng cố định hoặc dưỡng điều chỉnh. Độ chính xác của góc côn xác định theo độ hở giữa mặt côn và dưỡng. Nếu độ hở ở phía đầu lớn thì độ côn nhỏ và ngược lại.
- Đo góc côn bằng thước đo góc vạn năng. Phương pháp kiểm tra bằng bột màu thường được sử dụng trong sản xuất đơn chiếc. Vạch trên bề mặt dụng cụ kiểm một vết bột màu và ráp vào chi tiết cần kiểm tra.
Sau khi xoay nhẹ 1 đến 2 vòng, đưa dụng cụ kiểm tra ra, nếu thấy vết còn đều thì độ côn đúng.
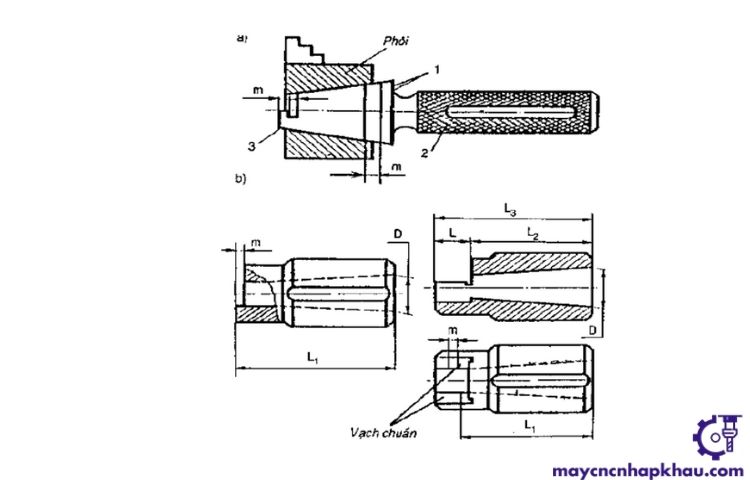
- Dụng cụ đo Calip giới hạn thường được sử dụng để kiểm tra độ côn trong sản xuất hàng loạt vừa và lớn.
Khoảng cách m giữa đầu nút của ca líp và bậc phù hợp với dung sai của độ côn. Nếu một vạch trên ca líp lọt vào trong lỗ cần kiểm tra còn vạch kia không lọt thì độ côn đúng.
Kiểm tra bề mặt côn
Tiện côn ngày càng được sử dụng phổ biến. Với 4 phương pháp cơ bản cùng những đặc điểm, kỹ thuật khác nhau, thích hợp với từng mục đích gia công. Bạn cần nắm rõ các yếu tố này để chọn được phương pháp phù hợp nhất. Nhằm mang lại chất lượng sản phẩm cao khi gia công bằng phương pháp tiện côn.
Theo dõi Máy CNC nhập khẩu để cập nhật thêm thông tin bổ ích về Máy CNC, Gia công CNC, Lập Trình CNC.