Tiện rãnh là một trong những hoạt động gia công phổ biến hiện nay. Trong quá trình tiện rãnh, các yếu tố như kích thước dao và vị trí gá rất quan trọng. Đây được coi là những yếu tố đóng vai trò chủ chốt tạo ra chất lượng sản phẩm mà người lập trình, vận hành cần quan tâm.
1. Tiện rãnh là gì?
Cắt rãnh trên máy tiện CNC là một hoạt động gia công gồm nhiều bước. Trong đó, tiện rãnh là quá trình tiện tạo thành một khoảng hẹp có độ sâu nhất định, hình trụ, hình nón hoặc mặt của chi tiết. Hình dạng rãnh hoặc một phần của rãnh sẽ có hình dạng của dụng cụ cắt.
Trong tiện rãnh, các dụng cụ tạo rãnh thường là một miếng chèn cacbua được gắn trong một giá đỡ dụng cụ đặc biệt. Các thiết kế của các dao trong tiện rãnh khác nhau, từ đầu nhọn đến một miếng chèn có nhiều đầu.
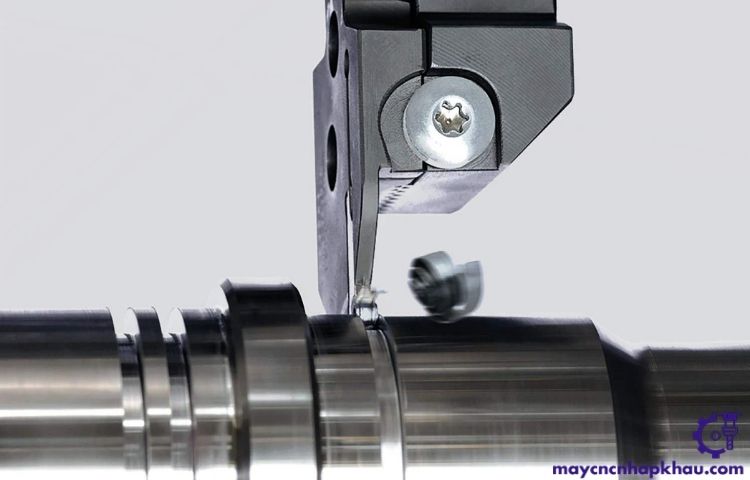
Gia công tiện rãnh
2. Các yếu tố cần quan tâm khi tiện rãnh
Khi gia công trên máy tiện CNC, người vận hành cần quan tâm các yếu tố sau để đảm bảo sản phẩm đạt độ chính xác và chất lượng cao.
Chiều dài và chiều rộng của dao
Đây là kích thước nên được kiểm tra chính xác khi mở rộng rãnh. Người vận hành có thể mài nếu kích thước dao lớn.
Chiều sâu rãnh
Người vận hành có thể dùng dưỡng hoặc thước đo chiều sâu để kiểm tra kích thước. Bên cạnh đó, độ rơ của dao nên được khử và mài lại dao giảm góc trước.
Vị trí của dao gá và đường tâm chi tiết
Dao gá nên được gá vuông góc với tâm chi tiết và sử dụng loại dao có góc nhỏ khi tiện rãnh. Do đó nên kiểm tra lại dao và cữ sau khi gá.
Trục chính, vít và ốc bàn trượt
Đây là bộ phận cần kiểm tra thật cẩn thận để loại bỏ đi độ rơ.
Độ trơn, bóng và nhẵn
3. Các phương pháp tiện rãnh phổ biến hiện nay
Tiện rãnh là một trong những phương pháp tiện CNC phổ biến. Bao gồm 2 dạng sau:
3.1. Cắt thẳng một mạch
Tiện rãnh cắt thẳng một mạch là phương pháp tiến dao vào bằng bàn trượt ngang. Như vậy lưỡi dao cứ thế ăn sâu và tâm, không dịch chuyển xa dọc hoặc xa trên. Phương pháp này dùng để cắt phôi mềm hoặc phôi có đường kính nhỏ.
3.2. Cắt bằng cách mở rộng rãnh
Tiện rãnh cắt bằng mở rộng rãnh là phương pháp tiến dao cắt bằng bàn trượt ngang. Đồng thời rãnh được mở rộng bằng bước tiến dọc về cả hai phía từ 1 – 2 mm để tránh hiện tượng kẹt phôi trong rãnh cắt và cắt gọt dễ dàng.
Phương pháp cắt bằng cách mở rộng rãnh thường được sử dụng để cắt phôi cứng và phôi có đường kính lớn. Có thể dùng lưỡi cắt xiên so với đường tâm một góc 10 độ nếu phôi có đường kính không lớn và mặt cắt có yêu cầu chính xác không cao.
Bên cạnh đó, người vận hành cần lưu ý trong phương pháp này. Khi phôi có đường kính quá lớn, dao cắt không thể tới được tâm của phôi thì khi lưỡi cắt cách tâm từ 2-3mm phải rút dao ra khỏi rãnh và tắt máy để bẻ gãy phôi.
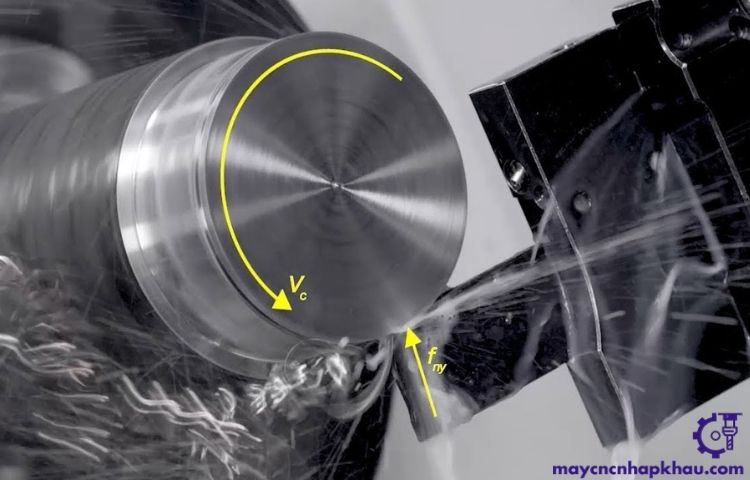
Tiện rãnh bề mặt
4. Các yếu tố về dao tiện cần quan tâm khi tiện rãnh
4.1. Dao tiện rãnh
Trong tiện rãnh, có 3 loại dao tiện CNC thường được sử dụng bao gồm:
- Dao trái.
- Dao phải.
- Dao có tâm của mũi dao trùng với tâm của thân dao.
Các loại dao này thường được làm bằng thép gió hoặc được làm bằng hợp kim cứng. Các phần làm việc của dao cắt gồm có:
- Lưỡi cắt chính: Có thể thẳng hoặc nghiêng tùy theo điều kiện cắt và yêu cầu kỹ thuật.
- Hai lưỡi cắt phụ.
- Nếu tiện lớn hơn 4mm thì bề rộng b = 2.5 -3mm. Còn khi rãnh nhỏ hơn 4mm thì mài dao để có bề rộng bằng chiều rộng của rãnh cần cắt (trừ trường hợp rãnh cắt có rãnh quá nhỏ).
4.2. Kích thước của dao cắt khi tiện rãnh
Tiện rãnh ngoài hoặc trong lỗ (đường kính lớn hơn 41mm) chiều sâu cắt được tối đa 5mm (tính theo bán kính) và dao có bề rộng lưỡi dao là:
- Cắt rãnh vuông có dung sai -0/-0,05mm: 0.57; 0.67; 0.77; 0.87; 0.97; 1.07; 1.24; 1.44; 1.74; 1.99; 2.29; 2.79; 3.29; 4.29; 5.29.
- Cắt rãnh vuông có dung sai +/-0,02mm: 1.0; 1.5; 2.0; 2.5; 3.0; 4.0. Lưỡi cắt có bán kính mũi là R0.05; R0.2; R0.4; R0.6; R0.8 tùy theo bề rộng lưỡi cắt.
- Cắt tròn lưỡi dao có bán kính: R0.5; R0.6; R0.75; R0.8; R0.9; R1.0; R1.1; R1.25; R1.4; R1.5; R1.8; R 2.0mm.
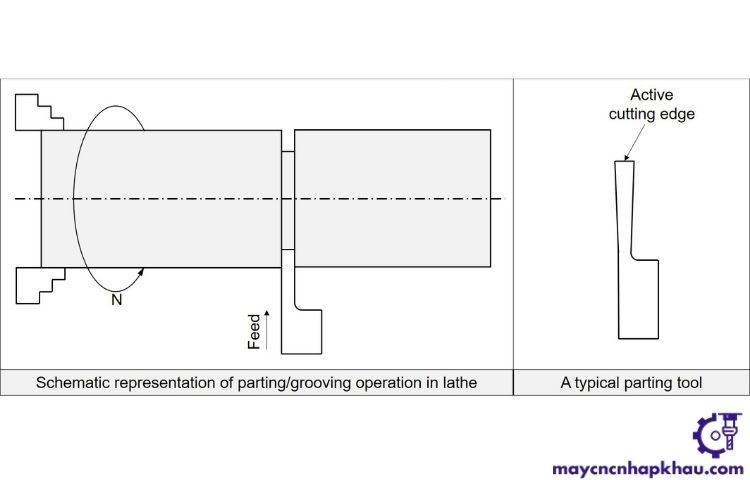
Quy trình hoạt động dao cắt làm việc trong tiện rãnh
5. Các lưu ý khi tiện rãnh đạt hiệu quả cao
Các lưu ý về dao tiện rãnh
- Cần gá dao trùng với với tâm máy
Khi tâm máy cao hơn lưỡi cắt khi dao cắt đến trục sẽ để lại một lõi nhỏ và phần cắt sẽ bị gãy. Khi tâm máy thấp hơn lưỡi cắt thì mặt sau của dao cắt sẽ tỳ vào phần lõi còn lại
- Khi sử dụng dao cắt cán thẳng thì dụng cụ cắt cần được gá vuông góc với chi tiết để mặt sau của dao không cọ vào thành rãnh.
- Để máy gia công được ổn định, tránh rung động và ảnh hưởng đến dao cụ, người vận hành cần hãm và cố định bàn xe dao khi cắt đứt.
Các lưu ý khác
- Để gia công cắt phôi có đường kính lớn được diễn ra thuận lợi và dễ dàng, khi lưỡi dao còn cách tâm trục từ 2 – 3mm thì rút dao ra, tắt máy và bẻ gãy phôi. Làm như vậy giúp dao sẽ không bị kẹt hoặc bị gãy.
- Cần mở rộng rãnh cắt về hai bên khoảng 1 đến 2mm để tránh hiện tượng kẹt phôi và giúp công việc tiện diễn ra dễ dàng hơn.
- Nên chọn bước tiến nhỏ khi tiện mặt trụ ngoài. Ví dụ khi cắt phôi có đường kính 60 mm nên chọn bước tiến 0,1 – 0,15 mm/vòng. Tốc độ cắt nên chọn nhỏ hơn khi tiện ngoài khoảng 15 – 20%.
- Nên dùng dung dịch dầu tưới nguội khi tiện để giúp tăng năng suất cũng như giảm ma sát ở mặt sau của dao tiện.
Tiện rãnh là một trong những phương pháp tiện phổ biến và yêu cầu độ khó cao, do đó để quá trình tiện rãnh trên máy tiện CNC diễn ra thuận lợi và nhanh chóng. Người lập trình, vận hành cần am hiểu về từng phương pháp tiện cũng như sử dụng loại dao tiện phù hợp nhất. Từ đó đảm bảo được chất lượng cũng như độ chính xác sản phẩm sau tiện rãnh.
Theo dõi Máy CNC nhập khẩu để cập nhật thêm thông tin bổ ích về Máy CNC, Gia công CNC, Lập Trình CNC.