Lượng chạy dao là một trong những thông số quan trọng trong tính toán chế độ cắt gia công cơ khí. Trên các loại máy khác nhau sẽ có những công thức tính lượng tiến dao S phù hợp nhất. Hơn nữa còn phụ thuộc vào nhiều yếu tố khác nhau và đặc trưng riêng với từng phương pháp gia công.
1. Lượng chạy dao là gì?
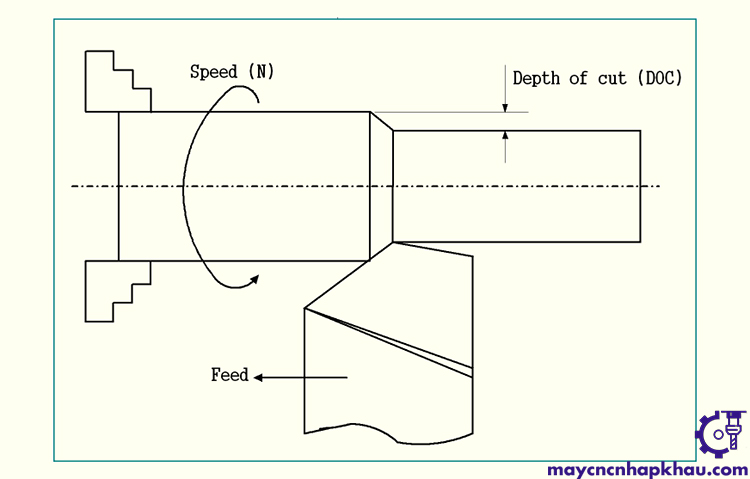
Lượng chạy dao (feed rate) là tỉ số giữa sự di chuyển của chi tiết gia công trên số vòng quay của dao. Đại lượng này được tính theo đơn vị là inch và mm/phút.
Lượng chạy dao
2. Các thông số lượng chạy dao cơ bản
Lượng chạy dao là một trong các chế độ cắt gia công cơ khí phổ biến.
Khi feed rate càng lớn thì càng tăng năng suất, tuy nhiên độ nhám bề mặt tăng, chất lượng bề mặt kém. Ngược lại feed rate nhỏ thì năng suất gia công giảm nhưng độ nhẵn cao.
Do đó khi gia công thô thường cho lượng tiến dao lớn và khi gia công tinh thì lượng tiến dao nhỏ.
Tùy theo tương quan giữa dụng cụ cắt và bề mặt gia công mà thực hiện chạy dao theo 3 hướng khác nhau. Bao gồm chạy dao ngang, chạy dao dọc và chạy dao đứng.
Phụ thuộc vào đặc điểm của dụng cụ cắt và phương pháp gia công mà có các lượng chạy dao khác nhau. Bao gồm:
Lượng chạy dao phút (Sph, mm/phút)
Là lượng dịch chuyển tương đối của dụng cụ cắt với chi tiết gia công trong một phút. Thường được dùng để tính toán năng suất và thời gian công nghệ.
Lượng chạy dao phút thường được sử dụng ở những máy có chuyển động chính và chuyển động chạy dao độc lập với nhau (do hai nguồn dẫn động khác nhau).
Lượng chạy dao vòng (Sv, mm/vòng)
Lượng chạy dao vòng là lượng dịch chuyển tương đối của dụng cụ cắt với chi tiết gia công sau một vòng quay của chi tiết hoặc dao tùy theo phương pháp gia công.
Thường gặp chúng ở các máy có chuyển động chạy dao và chuyển động chính có chung một nguồn dẫn động. Tiêu biểu như máy tiện, nhất là tiện ren. Hay các máy khoan đứng, máy khoan cần hoặc máy phay có một động cơ dẫn động.
Lượng tiến dao vòng quyết định độ nhẵn của bề mặt gia công.
Lượng chạy dao răng (Sz, mm/ răng)
Là lượng dịch chuyển tương đối của dụng cụ cắt so với chi tiết gia công khi dao quay được một răng. Đại lượng này chỉ có ở gia công phay.
Chúng quyết định độ nhẵn bề mặt chi tiết khi phay bằng mặt bên của dao phay. Chẳng hạn như: phay phẳng bằng dao phay trụ, phay răng, phay bằng dao phay định hình.
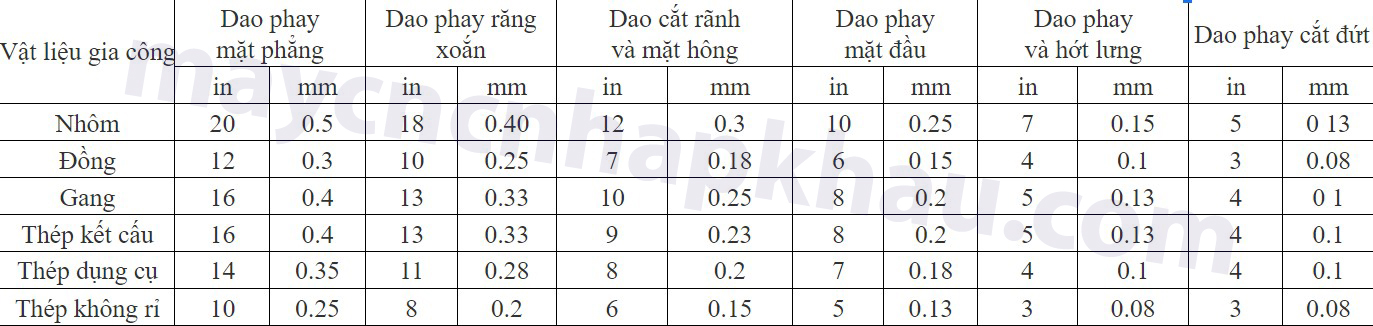
Feed rate của các loại dao thông dụng:
-
Lượng chạy dao răng (dao thép gió)
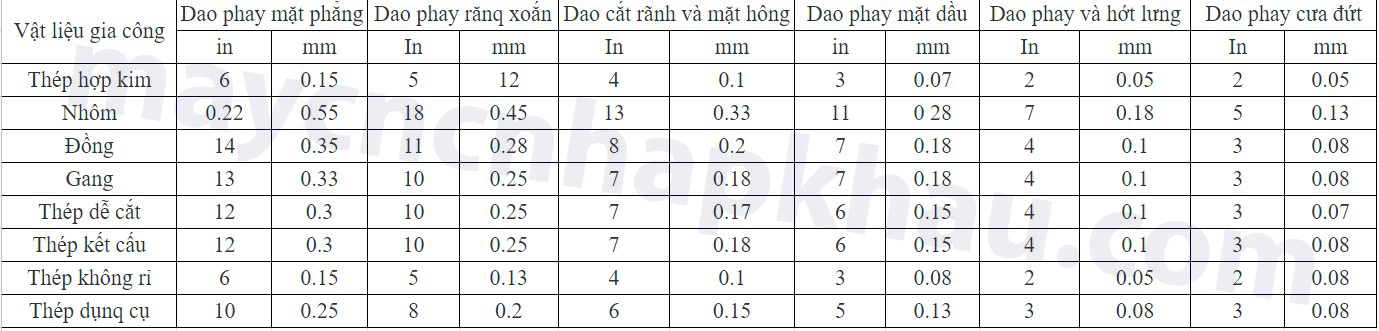
-
Lượng chạy dao răng (dao carbides)
Giữa Sz, Sv, Sph có quan hệ: Sv=Z.Sz
Sph=Sv.n.=Sz.n.Z
Lượng tiến dao hành trình kép
Là lượng dịch chuyển tương đối của dụng cụ cắt với chi tiết gia công khi dao hoặc chi tiết thực hiện được một đường cắt.
Đại lượng này chỉ có ở phương pháp bào và xọc. Do đó chúng thường được dùng trong các máy bào, xọc, cưa cơ khí.
3. Lượng chạy dao khi tiện
Lượng chạy dao S phụ thuộc vào điều kiện gia công
- Khi gia công thì phụ thuộc độ bền mảnh dao, cơ cấu chạy dao, độ bền thân dao, độ cứng” vững của chi tiết gia công.
Khi tiện thô chọn: s = 0,5 – 1,2mm/vòng.
- Khi gia công tinh: phụ thuộc vào độ nhẵn và cấp chính xác của bề mặt cần gia công, độ cứng vững của nó.
Khi tiện tinh: s = 0,2 – 0,4mm/vòng.
Khi tiện rất tinh: s = 0,02 – 0,12 mm/vòng
Tính lượng chạy dao S trong tiện phải đảm bảo các yêu cầu sau:
- Tính feed rate đảm bảo sức bền của cơ cấu chạy dao.
- Sức bền của cơ cấu chạy dao của máy được xác định bởi lực Pm cho phép [Ptn] của cơ cấu chạy dao.
- Lực chạy dao Рx tác dụng lên cơ cấu chạy dao. Vì thế lực Px phải nhỏ hơn lực Pm cho phép của cơ cấu chạy dao.
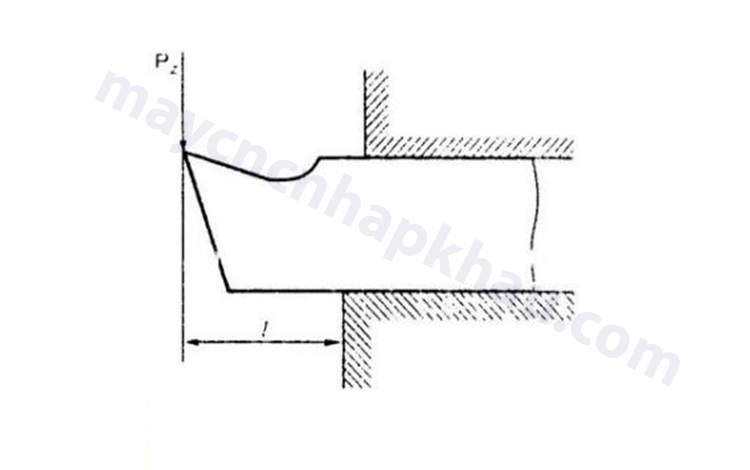
- Lực cắt Pz tác dụng làm uốn thân dao (bỏ qua Px, Py) với mô men uốn Mu =Pz (N.mm); l – khoảng cách từ mũi dao đến mép bàn dao.
– Momen uốn của thân dao được xác định theo công thức: ![]()
W – mô đun chống uốn của tiết diện thân dao (mm^3)
Tính lượng chạy dao khi thân dao hình chữ nhật
- Với thân dao hình chữ nhật BxH
W = (Bh^2)/6
B – chiều rộng tiết diện mm
Để đảm bảo sức bền thân dao thì ![]()
Thay các giá trị vào ta có
- Tiết diện hình chữ nhật
- Hoặc tiết diện hình tròn
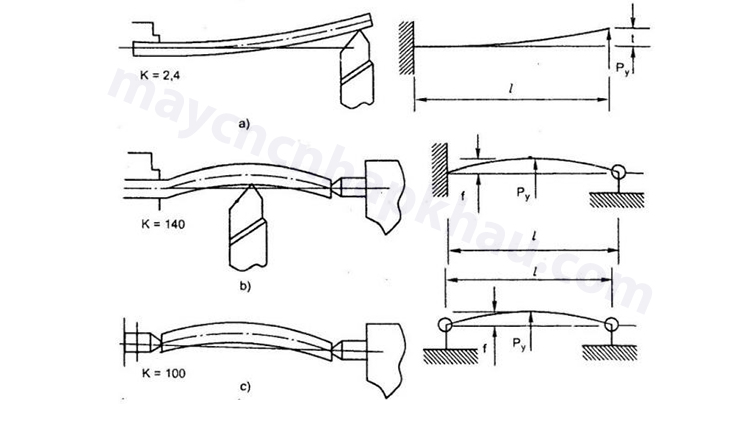
– Tính s theo độ võng của chi tiết gia công. Độ võng của chi tiết gia công do lực Pz và Py gây ra là chủ yếu. Hợp lực Pz và Py tạo nên lực Q.
– Độ võng f do Q gây ra có thể được xác định theo công thức:
С – chiều dài chi tiết gia công không kể đoạn nằm trong mâm cặp.
E – mô đun đàn hồi của vật liệu gia công (N/mm2)
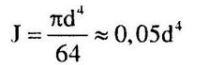
J – mômen quán tính của tiết diện chi tiết
- К – hệ số phụ thuộc vào cách gá đặt chi tiết
- Một đầu chi tiết kẹp mâm cặp, đầu kia tự do к = 3.
- Một đầu kẹp mâm cặp đầu kia chống tâm к = 100.
- Hai đầu chống tâm к = 48.
Để đảm bảo độ chính xác chi tiết gia công độ võng f phải nhỏ hơn [f]; f<[f]

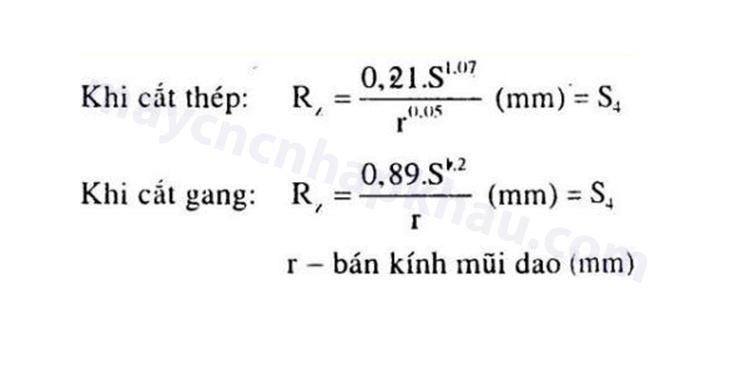
Khi gia công tinh cần tính s đảm bảo nhấp nhô bề mặt R. Ta có quan hệ giữa Rz với S như sau:
Sau khi tính được các giá trị của s ta chọn s nhỏ nhất trong 4 giá trị S tính ở trên và chọn S có trong máy gần với giá trị S đã chọn.
4. Lượng chạy dao khi phay
Đặc điểm của lượng tiến dao trên máy phay
Lượng chạy dao máy phay được xác định bằng tích số giữa kích thước phôi (phôi/răng) yêu cầu, số răng trên dao phay và số vòng quay của dao.
Lượng tiến trên máy phay có thể được xác định bằng khoảng chạy của chi tiết gia công tính bằng inch hoặc mm trong một phút.
Trên hầu hết các loại máy phay, đại lượng này được tính theo đơn vị là inch hoặc mm/min. Và không phụ thuộc vào tốc độ của trục chính. Giúp tăng lượng chạy dao, dao phay quay chậm lại.
Giá trị của feed rate trên máy phay phụ thuộc vào sự thay đổi của nhiều yếu tố như:
- Chiều sâu và rộng của lớp cắt
- Kiểu loại dao phay
- Độ sắc bén của dao
- Vật liệu chi tiết gia công
- Độ bền và tính đồng nhất của chi tiết gia công
- Yêu cầu về độ bóng và độ chính xác
- Công suất và độ cứng vững của máy phay, thiết bị kẹp chặt và việc điều chỉnh dụng cụ cắt.
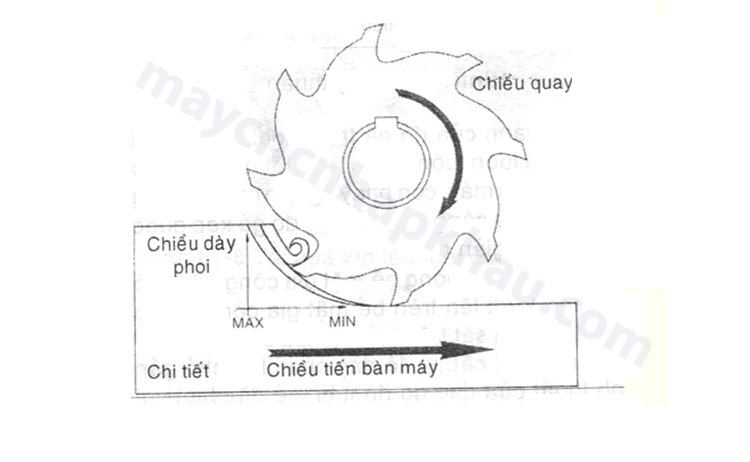
Khi cắt gọt phôi thì mỗi răng sẽ cắt các phôi một cách đều nhau về độ dày.
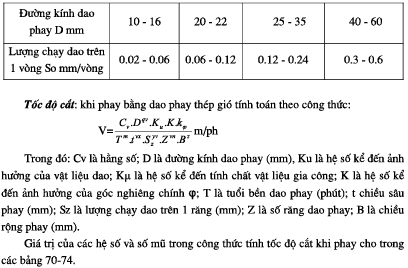
Công thức tính lượng chạy dao S trong gia công phay
Cơ sở để xác định S bao gồm số răng của dao phay, độ dày của phôi và lượng ăn dao của mỗi răng.
Công thức tính feed rate S như sau:
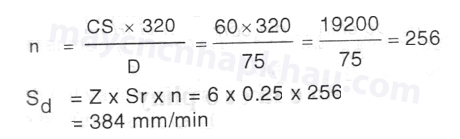
Sd= Z x Sr x n
Trong đó:
- Sd: lượng chạy dao
- Z: Số răng của dao phay
- Sr: Lượng chạy dao trên mỗi răng
- n: Số vòng quay của trục chính (r/min).
Lưu ý: Công thức này chỉ đúng trong điều kiện lý tưởng. Lượng tiến dao trên máy phay nên được thiết lập theo 1/3 hoặc 1/2 giá trị tính toán. Sau đó có thể tăng dần tùy theo khả năng của máy và độ bóng được yêu cầu.
- Tính toán theo hệ inch
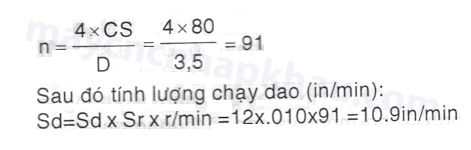
Sd (in/min)= Z x Sr x n
Ví dụ: Tính Sd (in/min) với đường kính dao=3,5 in, dao phay trục có 12 răng xoắn để cắt thép kết cấu (CS 80)
Trước hết cần tính chính xác số vòng quay n của dao.
- Tính toán theo hệ mét
Công thức tính toán Sd theo hệ mét tương tự như tính hệ inch nhưng đơn vị sẽ là mm/min.
Ví dụ: Sd(m/min) với đường kính dao=75 mm, dao phay răng xoắn, vật liệu dao là carbides, vật liệu gia công là gang (CD 60)
Trước tiên, tính n(v/min) của dao
Một vấn để về lượng chạy dao là chiều tiến của bàn máy. Phay nghịch là phương pháp thông dụng nhất. Tuy nhiên có thể sử dụng phay thuận nếu máy đã được trang bị bộ khử độ rơ.
Bởi phương pháp phay thuận có thể giúp kéo dài các loại dao phay lên 50%.
Tùy theo quan hệ giữa dao phay quay tròn và chiều của bàn máy/ chiều tiến của feed rate mà chọn phương pháp phay thuận – phay nghịch phù hợp.
- Phay thuận là khi chiều tiến của chi tiết cùng chiều với chiều quay của dao phay.
- Phay nghịch có chiều tiến bàn máy ngược với chiều quay của dao phay.

Tính lượng chạy dao theo từng loại dao phay
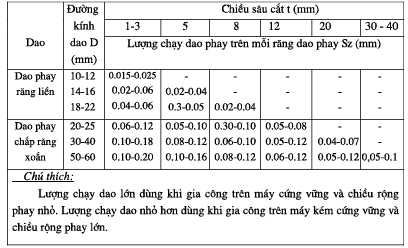
Feed rate khi phay thô bằng dao phay mặt đầu hợp kim cứng
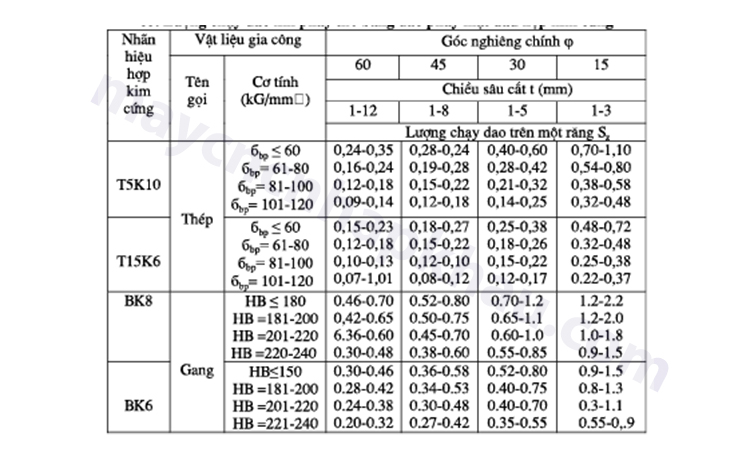
Lượng chạy dao khi phay phôi tinh thép bằng dao phay mặt đầu hợp kim cứng.
Lượng chạy dao khi phay bằng dao phay đĩa và dao phay trụ hợp kim cứng
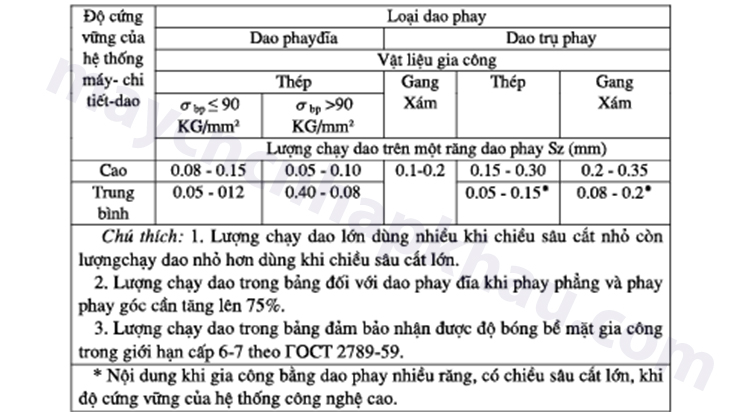
Lượng chạy dao khi phay thô phôi thép bằng dao phay trụ đứng hợp kim cứng
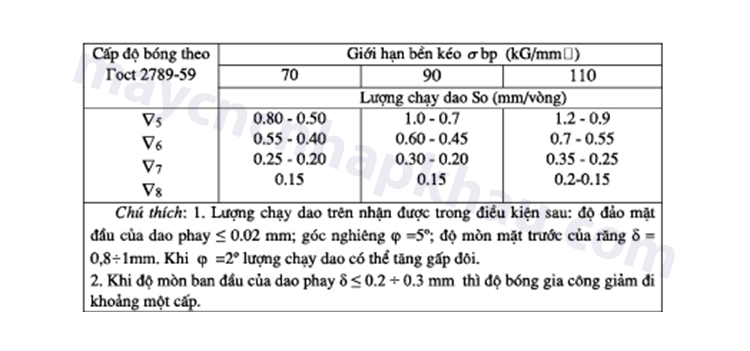
Lượng chạy dao khi phay tinh (bóng bóng ▼ 5 ÷ 6 tháng 10 2789-59) phôi thép bằng dao phay trụ đứng và hợp kim cứng
Với 2 loại máy gia công phổ biến nhất là máy phay và máy tiện thì feed rate có những đặc trưng và công thức tính riêng. Do đó để chọn được feed rate phù hợp nhất, bạn cần hiểu rõ đặc điểm của từng phương pháp cũng như áp dụng đúng công thức tính. Từ đó tạo nên sản phẩm có chất lượng tốt nhất do chọn lượng chạy dao phù hợp.
Theo dõi trang Máy CNC nhập khẩu để cập nhật thêm thông tin bổ ích về Máy CNC, Gia công CNC, Lập Trình CNC