Lập trình tiện CNC là một trong những bước cơ bản trong thiết lập vận hành máy CNC. Người lập trình cần hiểu rõ các mã lệnh cũng như chu trình tiện CNC cơ bản để có thể tiết kiệm thời gian và mang lại hiệu quả gia công tiện cao nhất.
1. Các mã lệnh lập trình tiện CNC cơ bản
1.1. Các mã lệnh G trong máy tiện CNC
Các mã lệnh G trong máy tiện CNC quy định tốc độ di chuyển, chức năng di chuyển của dụng cụ cắt, quỹ đạo di chuyển,…
Các G-code được sử dụng phổ biến trong máy tiện CNC đó là:
| Mã lệnh | Miêu tả |
| G00 | Chạy dao nhanh |
| G01 | Nội suy đường thẳng |
| G02 | Nội suy đường tròn chiều thuận (theo kim đồng hồ) |
| G03 | Nội suy chiều nghịch |
| G04 | Tạm dừng chương trình với thời gian xác định |
| G09 | Dừng chính xác |
| G10 | Thiết lập OFF-SET |
| G15 | Xóa chỉ lệnh tọa độ cực |
| G16 | Chỉ lệnh tọa độ |
| G17 – G19 | Chọn các mặt phẳng gia công (XY, XZ, YZ) |
| G20 – G21 | Hệ đơn vị tính theo inch & mm |
| G22 – G23 | Đóng & tắt cực hạn hành trình dao. |
| G27 | Kiểm tra lại điểm tham chiếu |
| G28 | Trở lại điểm tham chiếu |
| G30 | Vị trí trở lại tham chiếu |
| G31 | Bỏ qua chức năng |
| G32 | Cắt ren- tiến liên tục theo đường thẳng |
| G34 | Cắt ren theo biến dẫn |
| G36 | Tự động bù dao cho trục X |
| G37 | Tự động bù dao cho trục Z |
| G40 | Hủy bỏ bù bán kính mũi dao |
| G41- G42 | Bù trái và phải bán kính mũi dao |
| G49 | Bỏ bù chiều dài dao |
| G52 | Xác lập hệ tọa độ cục bộ |
| G53 | Xác lập hệ tọa độ má |
| G54 – G59 | Hệ tọa độ làm việc (phôi I – phôi VI) |
| G61 | Chế độ kiểm tra dừng chính xác |
| G62 | Ghi đè góc tự động |
| G63 | Chế độ khai thác |
| G64 | Tốc độ tốt nhất |
| G65 | Gọi macro riêng |
| G66 | Gọi chế độ macro riêng |
| G67 | Xóa bỏ chế độ macro riêng |
| G68 | Lệnh đối xứng |
| G70 | Chu trình tiện tinh |
| G71 – G76 | Các chu trình tiện và khoan |
| G83 – G89 | Các chu trình khoan, taro và doa |
| G90 | Chu trình cắt dọc trục. |
| G92 | Chu trình tiện ren |
| G94 | Chu kỳ cắt hướng kính |
| G96 | Chế độ tốc độ cắt không đổi |
| G97 | Xóa bỏ chế độ G96 |
| G98 – G99 | Lượng ăn dao theo phút & vòng |

Các mã lệnh G trong máy tiện CNC
1.2. Các mã lệnh M trong máy tiện CNC
Các mã lệnh M trong máy tiện CNC có chức năng hỗ trợ cho mã lệnh G dùng để điều khiển chương trình gia công tiện CNC, gồm có:
| Mã M | Miêu tả |
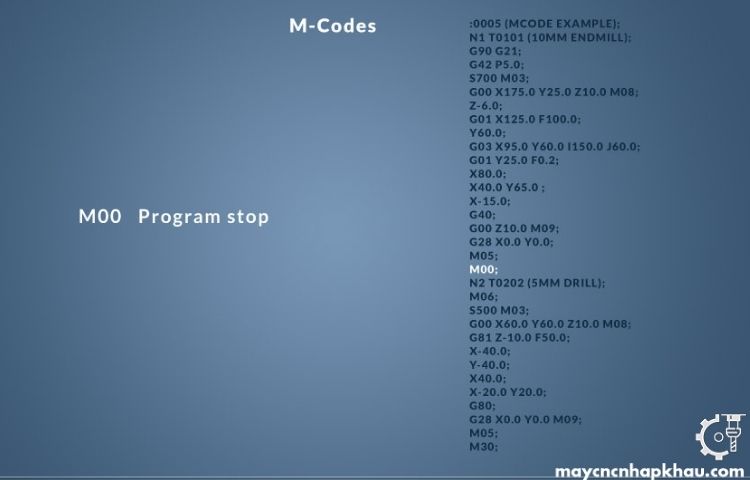
| M00 | Dừng chương trình |
| M01 | Dừng chương trình có điều kiện. |
| M02, M30 | Kết thúc chương trình, quay lại đầu chương trình |
| M03 | Trục chính quay thuận (theo chiều kim đồng hồ). |
| M04 | Trục chính quay nghịch (ngược chiều kim đồng hồ). |
| M05 | Dừng trục chính. |
| M06 | Thay đổi công cụ. |
| M08 | Bật dung dịch tưới nguội. |
| M09 | Tắt dung dịch tưới nguội. |
| M10 | Đóng thủy lực với máy tiện là chấu cặp (máy FEELLER hệ fanuc series oi-MD) |
| M11 | Mở thủy lực máy tiện là chấu cặp (máy FEELLER hệ Fanuc series oi-MD) |
| M12 | Đóng thủy lực máy tiện là chấu cặp (GSK 945, STK T200…) |
| M13 | Mở thủy lực máy tiện là chấu cặp (GSK 945, STK T200…) (Máy Feeler hệ Fanuc series -oi MD thì M12 và M13 là lệnh đóng mở thủy lực của ụ động) Trục chính bật xoay thuận |
| M14 | Trục chính bật xoay nghịch. Mở thủy lực máy tiện. |
| M30 | Kết thúc chương trình và reset |
| M31 | Tải phôi ra trước |
| M33 | Dừng tải phôi |
| M36 | Pallet sẵn sàng |
| M41 | Trục chính quay ở vùng tốc độ thấp. |
| M42 | Trục chính quay ở vùng tốc độ cao. |
| M69 | Đóng thủy lực mâm cặp |
| M69 | Mở thủy lực mâm cặp. |
| M76 | Tắt hiển thị điều khiển |
| M77 | Mở hiển thị điều khiển |
| M80 | Tự động mở cửa |
| M81 | Tự động đóng cửa |
| M82 | Nhả kẹp dụng cụ |
| M86 | Kẹp dụng cụ |
| M88 | Cấp nước làm mát qua trục chính |
| M89 | Ngừng cấp nước qua trục chính |
| M90 | Chế độ ngủ |
| M97 | Gọi chương trình tại chỗ |
| M98 | Gọi chương trình con. |
| M99 | Kết thúc chương trình con, tiếp tục gia công theo chương trình chính. |
Các mã lệnh M trong máy tiện CNC
1.3. Các mã lệnh trong lập trình tiện CNC khác
Ngoài 2 mã lệnh cơ bản trên còn có nhiều mã lệnh khác hỗ trợ quá trình lập trình cho máy tiện CNC bao gồm:
| Mã lệnh | Miêu tả |
| A | Tọa độ góc trục A. |
| B | Tọa độ góc trục B. |
| C | Tọa độ góc trục C. |
| D | Giá trị bù bán kính dao cắt. |
| F | Tốc độ chạy dao khi cắt (mm/phút). |
| H | Bù chiều cao (Z) của dao cắt (trong bảng thay dao – đơn vị mm). |
| IJK | Độ lệch tương đối với tọa độ X,Y,Z. |
| N | Đánh số đầu dòng. |
| O | Nhãn chương trình con. |
| P | Dừng chuyển động các trục trong lúc gia công – giá trị tính bằng phần nghìn của giây hoặc giây. |
| Q | Độ sâu trong của một lần khoan nhắp, hoặc số lần lặp lại của chương trình con. |
| R | Tọa độ rút dao về trong các lệnh khoan. |
| S | Tốc độ quay trục chính (vòng/phút). |
| T | Số hiệu dao cắt (trong bảng thay dao). |
| XYZ | Tọa độ decac của đầu dao. |
2. Các chu trình tiện CNC
2.1. Chu trình tiện thô dọc trục Z: G90
- Chức năng: Tiện trụ ngoài, trụ trong, côn dọc trục.
- Cấu trúc câu lệnh:
G90 X (U)__Z (W)__R__F__;
- Với
-
- X (U)__: Đường kính chi tiết tại điểm cần đến theo phương X.
- Z (W)__: Tọa độ điểm cuối theo phương Z.
- F__: Tốc độ tiến dao khi cắt vật liệu.
- R__: Độ sai lệnh bán kính mặt đầu côn và mặt kết thúc côn, giá trị này có thể âm hoặc dương.
- R = (đường kính đầu côn – đường kính kết thúc côn)/2.

Chu trình tiện thô dọc trục Z: G90
2.2. Chu trình tiện thô dọc trục X: G94
- Chức năng: Tiện mặt đầu, côn dọc trục.
- Cấu trúc câu lệnh
G94 X (U)__Z (W)__R__F__;
- Với:
- X (U)__: Đường kính chi tiết tại điểm cần đến theo phương X.
- Z (W)__: Tọa độ điểm cuối theo phương Z.
- F__: Tốc độ tiến dao khi cắt vật liệu.
- R__: Độ sai lệnh bán kính mặt đầu côn và mặt kết thúc côn, giá trị này có thể âm hoặc dương.
- R = (đường kính đầu côn – đường kính kết thúc côn)/2
2.3. Chu trình tiện ren: G92
- Chức năng: Tiện mặt đầu, côn dọc trục.
- Cấu trúc câu lệnh:
G92 X (U)__Z (W)__R__F__;
- Với:
- X (U)__: Đường kính chân ren tại điểm cuối theo phương X.
- Z (W)__: Tọa độ điểm cuối theo phương Z.
- F__: Tốc độ tiến dao khi cắt ren, F (mm/vòng) = bước ren
- R__: Độ sai lệnh bán kính mặt đầu côn và mặt kết thúc côn, giá trị này có thể âm hoặc dương.
- R = (đường kính đầu côn – đường kính kết thúc côn)/2

2.4. Chu trình tiện thô biên dạng dọc trục Z: G71
- Chức năng: Tiện thô dọc trục Z theo biên dạng được mô tả.
- Cấu trúc câu lệnh:
G71 U(d)_ R(e)_ ;
G71 P _ Q _ U _ W_ F_ ;
- Với:
- U (d): Chiều sâu mỗi lớp cắt tính theo đường kính (mm).
- R (e): Khoảng lùi dao (có thể thiết lập bởi tham số N0. 718).
- P: Số block bắt đầu của đoạn chương trình gia công được mô tả.
- Q: Số block kết thúc của đoạn chương trình gia công được mô tả.
- U: Lượng dư để lại cho chu trình tiện tinh theo phương X.
- W: Lượng dư để lại cho chu trình tiện tinh theo phương Z.
- F: Tốc độ tiến dao.
2.5. Chu trình tiện thô biên dạng dọc trục Z: G72
- Chức năng: Tiện thô dọc trục X theo biên dạng được mô tả.
- Cấu trúc câu lệnh:
G72 W(l)_ R(e)_ ;
G72 P _ Q _ U _ W_ F_ ;
- Với:
- W(l): Chiều sâu mỗi lớp cắt tính theo phương Z (mm).
- R(e): Khoảng lùi dao (có thể thiết lập bởi tham số N0. 718).
- P: Số block bắt đầu của đoạn chương trình gia công được mô tả.
- Q: Số block kết thúc của đoạn chương trình gia công được mô tả.
- U: Lượng dư để lại cho chu trình tiện tinh theo phương X.
- W: Lượng dư để lại cho chu trình tiện tinh theo phương Z.
- F: Tốc độ tiến dao.
2.6. Chu trình tiện thô chép hình (tiện phôi đúc): G73
- Chức năng: Tiện thô dọc theo biên dạng của chi tiết cần gia công, với các đường chạy dao liên tiếp nhau.
- Cấu trúc câu lệnh:
G73 U(d)_ W(l)_ R(e)_ ;
G73 P _ Q _ U _ W_ F_ ;
- Với:
- U(d): Chiều dày lượng dư theo phương X.
- W(l): Chiều dày lượng dư theo phương Z.
- R(e): Số lần chia (số lớp cắt thô)
- P: Số block bắt đầu của đoạn chương trình gia công được mô tả.
- Q: Số block kết thúc của đoạn chương trình gia công được mô tả.
- U: Lượng dư để lại cho chu trình tiện tinh theo phương X.
- W: Lượng dư để lại cho chu trình tiện tinh theo phương Z.
- F: Tốc độ tiến dao.
2.7. Chu trình tiện tinh: G70
- Chức năng: Tiện tinh G70 được dùng kết hợp với các chu trình gia công thô G71, G72, G73 nhằm gia công tinh để đạt được hình dạng chi tiết gia công theo yêu cầu kỹ thuật.
- Cấu trúc câu lệnh:
G70 P (ns)_ Q (nf)_ F (f)_ S_ ;
- Với:
- P: Số block đầu tiên của đoạn chương trình gia công được mô tả.
- Q: Số block cuối cùng của đoạn chương trình gia công được mô tả.
- F: Tốc độ tiến dao.
- S: Số vòng quay trục chính.
2.8. Chu trình tiện rãnh – khoan mặt đầu: G74
- Chức năng: Tiện rãnh hay khoan lỗ mặt đầu.
- Cấu trúc câu lệnh:
G74 R(e)_ ;
G74 X(U)_ Z(W)_ P _ Q _ F_ ;
- Với:
- R(e): Khoảng lùi dao theo phương Z
- X: Tọa độ X tuyệt đối tại điểm B
- U: Khoảng cách tương đối từ A đến B theo trục X
- Z: Tọa độ Z tuyệt đối tại điểm C
- W: Khoảng cách tương đối từ A đến C theo trục Z
- P: Khoảng dịch chuyển của dụng cụ theo phương X, lập trình theo bán kính và không có dấu chấm thập phân.
- Q: Chiều sâu mỗi lần cắt theo phương Z, không có dấu chấm thập phân.
- F: Tốc độ tiến dao.

Chu trình tiện rãnh – khoan mặt đầu: G74
2.9. Khoan mặt đầu G74
- Cấu trúc câu lệnh:
G74 R(e)_ ;
G74 Z(W) _ Q _ F_ ;
- Với:
- R(e): Khoảng lùi dao theo phương Z
- Z : Tọa độ Z tuyệt đối tại điểm C
- W : Khoảng cách tương đối từ A đến C theo trục Z
- Q : Chiều sâu mỗi lần cắt theo phương Z, không có dấu chấm thập phân.
- F : Tốc độ tiến dao.
2.10. Chu trình tiện rãnh trụ ngoài, rãnh trụ trong: G75
- Chức năng: Tiện rãnh trụ ngoài hoặc trụ trong.
- Cấu trúc câu lệnh
G75 R(e)_ ;
G75 X(U)_ Z(W)_ P _ Q _ F_ ;
- Với:
- R (e): Khoảng lùi dao theo phương Z
- X: Tọa độ X tuyệt đối tại điểm B
- U: Khoảng cách tương đối từ A đến B theo trục X
- Z: Tọa độ Z tuyệt đối tại điểm C
- W: Khoảng cách tương đối từ A đến C theo trục Z
- P: Khoảng dịch chuyển của dụng cụ theo phương X, lập trình theo bán kính và không có dấu chấm thập phân.
- Q: Chiều sâu mỗi lần cắt theo phương Z, không có dấu chấm thập phân.
- F: Tốc độ tiến dao.
2.11. Chu trình tiện ren hỗn hợp: G76
- Chức năng: Dùng thực hiện nhiều lần chạy dao liên tiếp nhau để tiện ren.
- Cấu trúc câu lệnh:
G76 P (m) (a) (œ) Q(Dd min) R(d)_ ;
G76 X(u)_ Z(w)_ P(Di)_ Q(Dk)_ R (Dd)_ F(f)_ ;
- Với:
- P (m): Số lần tiện ren tinh (0-99 lần).
- (a): Khoảng vuốt chân ren:
- (œ): Góc vào dao của dao tiện ren:
- Q (Dd min): Chiều sâu cắt nhỏ nhất (Q1000 =1 mm) .
- R (d): Lượng dư gia công tinh (R1000 = 1 mm) .
- X (u): Đường kính chân ren theo phương X.
- X (u) = đường kính đỉnh ren – 1.3 * bước ren
- hoặc X(u) = đường kính đỉnh ren – 2 * chiều cao ren
- P (Di): Chiều cao ren (tính theo bán kính và luôn dương, không dấu chấp thập phân, P1000 =1 mm)
- Q (Dk): Chiều sâu lớp cắt đầu tiên (tính theo bán kính và luôn dương).
- R (Dd): Độ sai lệch bán kính mặt đầu côn và mặt kết thúc côn, giá trị này có thể âm hoặc dương.
- F (f): Tốc độ tiến dao: F (mm/vòng) = bước ren.
3. Cách lập trình tiện CNC hệ Fanuc cơ bản
Quy trình tiện CNC cơ bản gồm các bước như sau:
- Bước 1
Gọi công cụ cắt thích hợp cho gia công. Các mã lệnh được gọi sẽ phụ thuộc vào hệ điều khiển. Trên máy CNC hệ điều hành Fanuc thì bạn sử dụng lệnh T5 hoặc T0505.
- Bước 2
Lập trình xoay trục chính máy tiện CNC: G97 S1000
- Bước 3
Thiết lập lệnh xoay trục chính theo 2 cách:
M03 – CW (Xoay theo chiều kim đồng hồ) hoặc M04 – CCW (Xoay ngược chiều kim đồng hồ).
- Bước 4
Lệnh mở chất làm mát máy CNC:
M08: Xoay theo chiều kim đồng hồ
M09: Xoay ngược chiều kim đồng hồ
- Bước 5
Đây là bước thiết lập lệnh di chuyển công cụ.
Để di chuyển công cụ với tốc độ nhanh, sử dụng lệnh lập trình CNC hoặc mã G. Giá trị X và Z với G00 là tọa độ đích đến của dụng cụ: G00 X… Z…
- Bước 6
Để di chuyển dụng cụ cắt theo đường thẳng, các giá trị X và Z với G01 cho phép nội suy dụng cụ cắt theo đường thẳng.
Giá trị F là tốc độ tiến dao của dụng cụ, sử dụng lệnh như sau:
G01 X… Z… F…
- Bước 7
Sử dụng lệnh G02, G03 để lập trình cung tròn.
Giá trị X và Z là tọa độ điểm đến và R là bán kính cung tròn:
G02 X… Z… R…
G03 X… Z… R…
- Bước 8
Sử dụng lệnh M30 để kết thúc chương trình CNC.
Để có thể hiểu rõ và lập trình tiện CNC một cách thành thạo cần một khoảng thời gian dài. Do đó bạn cần nắm chi tiết các mã lệnh cũng như các chu trình tiện CNC thông dụng và nâng cao. Nhằm mang lại hiệu quả gia công cao và tiết kiệm thời gian lập trình tiện CNC.
Theo dõi Máy CNC nhập khẩu để cập nhật thêm thông tin bổ ích về Máy CNC, Gia công CNC, Lập Trình CNC.