CNC đang là một lĩnh vực cực kỳ tiềm năng trong tương lai. Do đó lượng người học về ngành này ngày càng gia tăng. Tuy nhiên quá trình đó cần được thực hiện từng bước. Từ học CNC cơ bản cho đến nâng cao nhằm mang lại hiệu quả cao hơn và có thể ứng dụng các kiến thức một cách dễ dàng, chính xác.
1. Những điều cần quan tâm khi học CNC cơ bản
Khi học CNC cơ bản, bạn cần nắm bắt và hiểu rõ về loại máy CNC mà mình có thể sẽ vận hành. Bao gồm:
- Các bộ phận cấu tạo chính của máy.
- Nắm bắt và ghi nhớ các hướng chuyển động của máy và các bộ phận.
- Hiểu rõ các thiết bị phụ trợ gắn trên máy.
- Bản vẽ gia công CNC
- Biết và ghi nhớ những tính năng lập trình và cách thức thực hiện.
- Các mã lệnh chính và phụ.
- Cấu trúc lệnh cơ bản và nâng cao.
- Cách vận hành máy CNC.
- ….

Những điều cần quan tâm khi học CNC cơ bản
2. Các ký hiệu cần nắm khi học CNC cơ bản
Để học CNC cơ bản, việc hiểu rõ các kí hiệu trong gia công CNC rất quan trọng. Giúp cho bạn không những có thể thiết kế, lập trình, vận hành máy dễ dàng, nhanh chóng. Mà còn có thể nâng cao khả năng sử dụng máy và tích lũy nhiều kinh nghiệm từ các bài tập .
Tuy bộ điều khiển do nhiều hãng sản xuất có nhiều điểm khác nhau. Nhưng có những ký hiệu chính được sử dụng giống nhau và đã trở thành tiêu chuẩn chung. Bao gồm:
- O: Đánh số chương trình (để đặt tên chương trình).
- N: Số thứ tự của câu (dòng) lệnh.
- G: Chức năng chuẩn bị (Preparatory Function).
- X: Trục X.
- Y: Trục Y.
- Z: Trục Z.
- R: Bán kính.
- F: Tốc độ ăn dao.
- S: Tốc độ (quay) trục máy.
- H: Bù chiều dài (cao) dao.
- D: Bù bán kính dao.
- T: Ký hiệu dao.
- M: Các chức năng phụ.
- I: Tọa độ X của tâm đường tròn hoặc bước ren trên trục X.
- J: Tọa độ Y của tâm đường tròn hoặc bước ren trên trục Y.
- J: Tọa độ Z của tâm đường tròn hoặc bước ren trên trục Z.
- L: Dự trữ.
- N: Thứ tự câu lệnh.
- P, Q, R: Tham số.
- U, V, W: Tọa độ phụ tương ứng chuyển động X, Y, Z.
- A: Định vị trí góc quay quanh trục X.
- B: Định vị trí góc quay quanh trục Y.
- C: Định vị trí góc quay quanh trục Z.
- D: Định vị trí góc quay quanh trục đặc biệt hoặc hiệu chỉnh dao.
- E: Định vị trí góc quay quanh trục đặc biệt.
3. Cấu trúc lệnh CNC cơ bản
Một chương trình CNC hoàn thiện cần có rất nhiều đoạn source code khác nhau. Nhưng những đoạn mã này đều có một cấu trúc chung là:
- Phần đầu chương trình là phần khai báo tổng quát bao gồm:
%, Oxxxx, N5, N10, N25, N30.
- Phần tiếp theo là những lệnh để di chuyển dao, cắt, thời gian bắt đầu để tiến hành gia công sản phẩm là lệnh N,…
- Cuối cùng là các lệnh kết thúc chương trình và lặp lại chương trình.
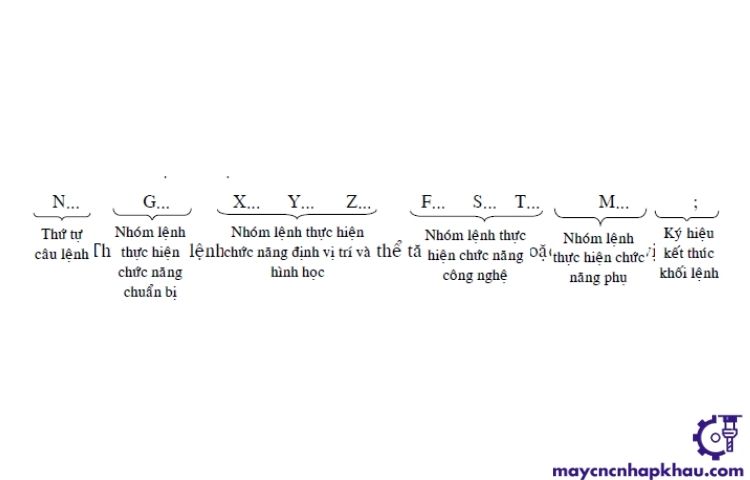
Cấu trúc của mỗi lệnh:
- Lệnh thứ tự (N…)
- Nhóm lệnh thực hiện chức năng (G…)
- Nhóm lệnh thực hiện chức năng định vị trí và hình học (X… Y… Z…)
- Nhóm lệnh thực hiện chức năng công nghệ (F… S… T…)
- Nhóm lệnh thực hiện chức năng phụ (M…)
- Sau cùng kết thúc khối lệnh là dấu chấm phẩy (;).
Ví dụ: Nxx Gxx X… Z… I… J… K… T… S… F… M… ; Nxx
Cấu trúc câu lệnh khi học lập trình CNC cơ bản.
Lưu ý:
- Trong lập trình chương trình CNC, một dòng lệnh còn được gọi là một “Block”. Để bỏ qua một block thì người vận hành sẽ sử dụng dấu “/”.
Ví dụ
….
/N30 G1 X30. Y40. ; N40 M5 M9 :
- Điều này có nghĩa là dòng lệnh N30 sẽ được bỏ qua và trên màn hình hiển thị máy tính sẽ hiện nút “single block”.
4. Cấu trúc lập trình CNC cơ bản
Để có thể lập trình CNC một cách thuần thục và nhanh chóng, bạn cần nhớ các cấu trúc sau đây:
4.1. Cấu trúc thiết lập các dòng lệnh định vị vị trí và hình học
Cấu trúc lệnh định vị trí và hình học trong CNC bao gồm:
A B C D E
I J K
P Q R
U V W
X Y Z
Các con số theo sau có khoảng từ 5 đến 7 số tùy theo khả năng và độ chính xác của máy CNC. Các con số này có thể là số dương hoặc cũng có thể là số âm (bắt buộc phải có dấu -) và có thể là số thập phân (dấu phẩy phải được dùng bằng dấu chấm).
4.2. Cấu trúc lệnh thực hiện chức năng công nghệ
Lệnh thực hiện chức năng bao gồm: F (feed), S (speed) và T (tool). Cách ghi những con số ở các câu lệnh này tùy thuộc vào khả năng gia công của từng loại máy CNC. Có thiết bị, người dùng có thể ghi theo quy định, có máy người dùng ghi theo giá trị thực. Nhưng phần lớn các máy CNC đều ghi theo trị số thực.
Trong câu lệnh:
- Địa chỉ S có thể là tốc độ vòng quay của trục chính (v/phút) nhưng cũng có thể là tốc độ cắt (m/ phút).
- Tốc độ chạy dao có thể dùng đơn vị mm/phút hoặc mm/vòng.
- Đối với địa chỉ T, những con số, người dùng có thể thiết lập hoặc được lập trình theo quy định của ổ dao. Nhưng máy CNC sẽ quyết định giới hạn con số có thể được thiết lập. Do đó cần tìm hiểu kỹ quy định của thiết bị trước khi gia công.
4.3. Các mã lệnh G
Bạn cần nhớ rõ các mã G trong loại máy mình sẽ lập trình gia công. Chẳng hạn như mã lệnh G trong máy phay CNC, máy tiện CNC,…
- Lệnh G0: Định vị trí với tốc độ nhanh.
- Lệnh G1: Nội suy đường thẳng.
- Lệnh G2, G3: Nội suy đường tròn.
- Lệnh G17, G18, G19: Mặt phẳng nội suy vòng.
- Lệnh G41, G42: Hiệu chỉnh bán kính dao cắt.
- Lệnh G40: Kết thúc hiệu chỉnh bán kính dao.
- Lệnh G81, G82, G83: Chu trình cắt gọt.
- Lệnh G80: Kết thúc chu trình khoan lỗ.
- Lệnh G90, G91: Phương thức lập trình.
- ….
4.4 Các mã lệnh M – chức năng phụ
- Lệnh M00: tạm dừng toàn bộ chương trình.
- Lệnh M01: tạm dừng các chương trình được mở bởi OSP.
- Lệnh M3/M03: quay trục theo chiều kim đồng hồ.
- Lệnh M4/M04: quay trục theo ngược chiều kim đồng hồ.
- Lệnh M5: làm trục ngừng quay.
- Lệnh M9: tắt dung dịch làm nguội.
- Lệnh M8: bật chương trình làm nguội.
- Lệnh M30: kết thúc chương và bắt đầu lại chương trình.
- Lệnh M99: kết thúc chương trình con.
- ….
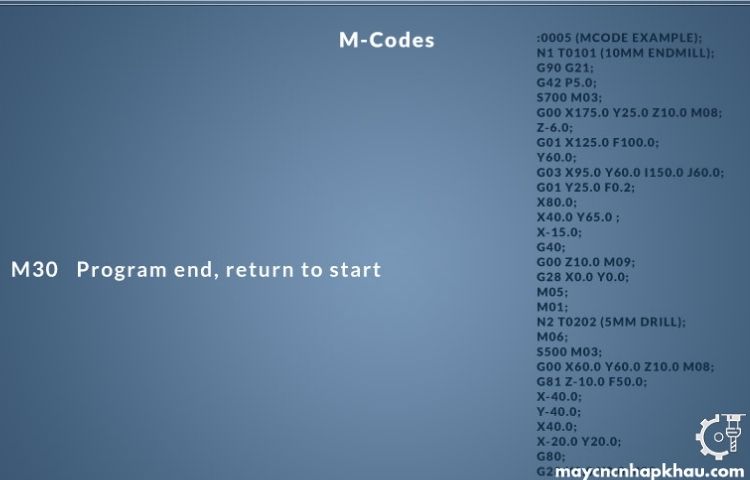
Mã lệnh M trong máy CNC
5. Những lưu ý khi học lập trình CNC cơ bản
Để mang lại hiệu quả cao hơn khi lập trình CNC, bạn cần ghi nhớ những lưu ý sau:
- Tốc độ quay tối đa của trục chính, đơn vị tính là v/phút (RPM – recycle per minute).
- Các dải tốc độ của trục chính và giới hạn của mỗi dải.
- Công suất mô tơ trục chính và các trục chạy dao.
- Khoảng gia công cực đại theo mỗi hướng.
- Số dao cần thiết khi gia công.
- Kết cấu băng máy (dạng vuông, dạng mộng hoặc bi/bạc đạn).
- Tốc độ chạy bàn.
- Tốc độ cắt tối đa (fastest cutting feed rate).
Ngoài các yếu tố trên, bạn cũng cần biết sử dụng các phần mềm CNC cần thiết phổ biến hiện nay để có thể thực hành thuần thục thiết kế, lập trình và vận hành CNC. Cũng như học CNC cơ bản hiệu quả hơn.
Theo dõi Máy CNC nhập khẩu để cập nhật thêm thông tin bổ ích về Máy CNC, Gia công CNC, Lập Trình CNC.