Dao phay cầu là một trong những dụng cụ gia công vật liệu phổ biến hiện nay. Với khả năng phay các góc lớn, phay đường viền, biên dạng, tạo rãnh,… giúp dễ dàng gia công các vật liệu. Bài viết này sẽ cung cấp đầy đủ kiến thức giúp bạn chọn được loại dao phù hợp và hạn chế được các lỗi khi sử dụng dao.
1. Dao phay cầu là gì?
Dao phay cầu là một trong những loại dao phay CNC được sử dụng phổ biến hiện nay. Chúng thường được sử dụng để cắt gọt các chi tiết có các góc cạnh cong phức tạp.
Cấu tạo dao gồm 2 phần: Phần trụ và phần cầu. Tùy vào mục đích sử dụng mà phần cầu có bán kính khác nhau.

Dao phay cầu
Lưỡi của dao phay đầu có thể được đặt ở cả phần trụ và phần cầu. Nhờ đó có thể gia công được nhiều góc cạnh khác nhau từ dễ đơn giản đến phức tạp. Khi hoạt động, dao chuyển động xoay quanh trục chính và tiến về phía trước.
2. Các loại dao phay cầu được sử dụng phổ biến hiện nay
Hiện nay, bên cạnh dao phay đĩa, dao phay ngón thì trên thị trường có rất nhiều loại dao phay cầu khác nhau ứng với từng công dụng riêng biệt. Trong số đó có thể kể đến là:
2.1. Dao phay cầu liền khối
Là loại dao được chế tạo liền khối và thường có đường kính nhỏ (D dao < 10 mm). Dao phay liền khối thường có hình dạng phần đầu dao giống nhau, phần thân dao sẽ thay đổi tùy vào mục đích sử dụng.
2.2. Dao phay cầu liền khối không phủ
Dao thường được sử dụng để gia công các vật liệu có độ cứng thấp như đồng, nhôm hợp kim, gỗ,… Chúng được sản xuất bằng nhiều vật liệu như thép gió thường, thép gió chịu nhiệt, hợp kim cứng,..

2.3. Dao phay cầu liền khối phủ
Dao được dùng để gia công những vật liệu có độ cứng thấp.
Là loại dao được phủ CBN, TiAlN, TiN,… Nhờ đó là dao phay liền khối phủ trở nên bền bỉ hơn, ngăn chặn vỡ dao, làm chậm quá trình mòn dao, tăng tính chịu nhiệt. Đồng thời, tăng tuổi thọ và chế độ thoát phôi của dao, giúp vật liệu gia công nhẵn mịn hơn.

2.4. Dao phay cầu có lưỡi cắt trên cả phần trụ và phần cầu
Giống như tên gọi, dao có thể cắt vật liệu ở cả phần trụ và phần cầu. Cấu tạo của phần cầu thường giống nhau. Phần thân thường được cấu tạo theo 2 loại:
- Loại 1: Là loại dao mà phần cắt và chuôi giống nhau về đường kính danh nghĩa. Dao thường sử dụng khi gia công mặt cong lồi và hốc sâu. Nhược điểm của dao là khi gá dao dài thì độ bền yếu.
- Loại 2: Là loại dao mà phần cắt nhỏ hơn phần chuôi về đường kính danh nghĩa. Dao thích hợp cho gia công rãnh hẹp và sâu. Khi lựa chọn dao phay đầu loại này, nên ưu tiên những dao có đường kính gia công nhỏ thì sẽ bền bỉ hơn.
2.5. Dao phay cầu chỉ có lưỡi cắt trên phần cầu
Là loại dao chỉ sử dụng phần cầu để cắt. Dao thường dùng để gia công các mặt cong phức tạp,… Cấu tạo phần thân của dao chỉ có lưỡi cắt trên phần cầu cũng gồm 2 loại giống với dao phay cầu có cả lưỡi trên phần trụ.
2.6. Dao phay cầu ghép mảnh
Là loại dao có phần cán dao được giữ cố định, phần lưỡi có thể dễ dàng thay thế nếu khi bị mòn, mẻ,… Tuy nhiên, đối với một số loại dao có đường kính nhỏ, việc thay thế sẽ trở nên khó khăn hơn.
Dao phay cầu ghép mảnh có độ bền tốt. Vì dao được làm từ các vật liệu như: Nitơ, phủ TiN, TiAlN,… Nhờ đó mà dao có tuổi đời cao, khả năng cắt gọt tốt.

3. Cách gia công vật liệu với dao phay cầu
3.1. Sử dụng dao trên mặt không nghiêng
Đường kính cắt hiệu quả của dao phay cầu (D eff) khác với đường kính cắt thực tế của nó. Khi sử dụng độ sâu (ADOC) nhỏ hơn bán kính của đầu dao. Để đạt được tuổi thọ dụng cụ và hoàn thiện chi tiết tối ưu, cần thực hiện quy trình 2 bước dưới đây:
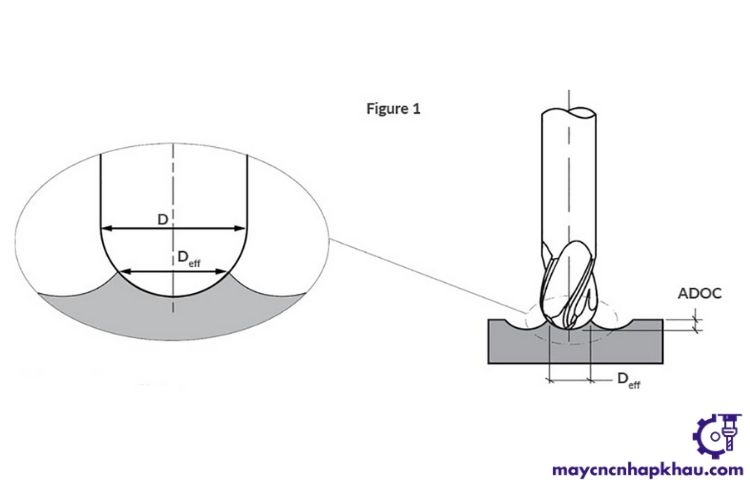
Bước 1: Tính đường kính hiệu quả của dao
Đường kính cắt hiệu quả của dao phay cầu (D eff) khác với đường kính cắt thực tế của nó. Khi sử dụng độ sâu cắt theo trục (ADOC) nhỏ hơn bán kính đầy đủ của đầu dao. Bạn có thể tham khảo bảng đường kính cắt hiệu quả dưới đây:
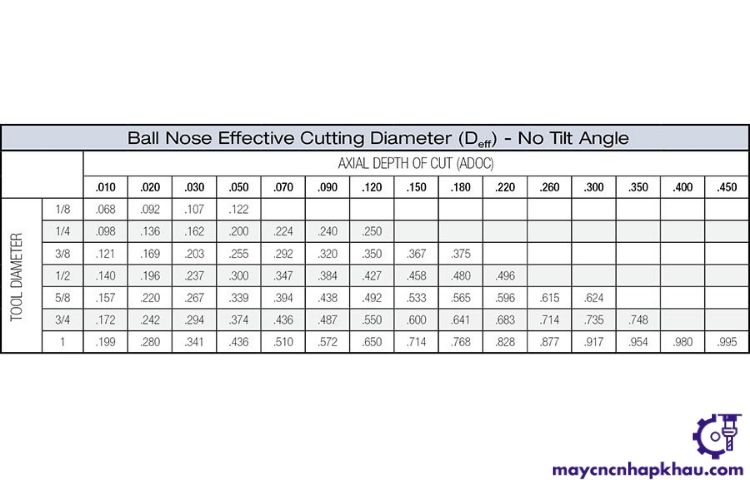
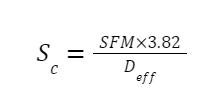
Hoặc có thể sử dụng cách tính truyền thống bằng công thức:

Bước 2: Tính toán tốc độ đã bù
Với đường kính cắt hiệu quả đã xác định, cần phải tính toán “Tốc độ bù”. Nếu bạn đang sử dụng dao phay cầu nhỏ hơn đường kính dao cắt hiệu quả đã tính, thì có khả năng lớn là RPM của bạn sẽ cần được điều chỉnh. Công thức tính tốc độ bù là:
Với ADOC = Chiều sâu cắt theo trục
D = Đường kính cắt
D eff = Đường kính cắt hiệu quả
R = Bán kính dao ( Đường kính 2)
RDOC = Chiều sâu cắt theo hướng kính
SFM = M fg Chân bề mặt được kiến nghị trong mỗi phút
S c = Tốc độ bù
3.2. Sử dụng dao phay cầu trên mặt nghiêng
Nếu có thể, bạn nên sử dụng dao trên mặt nghiêng (ß) để tránh điều kiện SFM “0” ở tâm dao. Nhờ đó, tăng tuổi thọ và độ hoàn thiện sản phẩm tốt hơn. Để tối ưu hóa dao, bạn nên đưa dụng cụ theo hướng nghiêng. Đồng thời cho chiều của dao thuận theo chiều của vật liệu gia công.
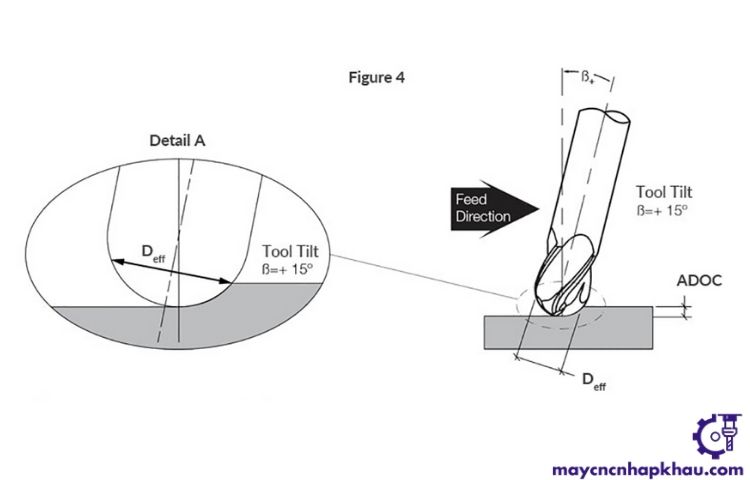
Cần thực hiện theo 2 bước sau:
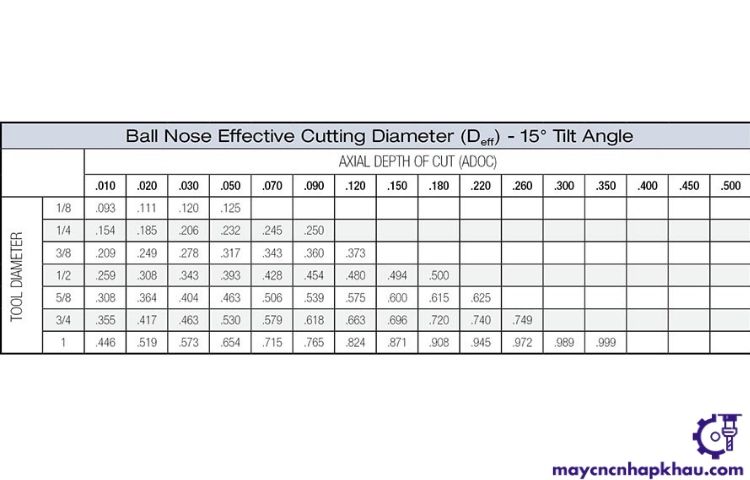
Bước 1: Tính đường kính cắt hiệu quả
Biểu đồ bên dưới cung cấp một số đường kính cắt hiệu quả phổ biến và ADOC ở góc nghiêng 15º. Bạn có thể tham khảo:
Hoặc có thể sử dụng cách tính truyền thống bằng công thức:

Bước 2: Tính toán tốc độ đã bù
Với đường kính cắt hiệu quả đã xác định, cần phải tính toán “Tốc độ bù”. Nếu bạn đang sử dụng dao nhỏ hơn đường kính dao cắt hiệu quả đã tính, thì có khả năng lớn là RPM của bạn sẽ cần được điều chỉnh.Công thức tính tốc độ bù là:
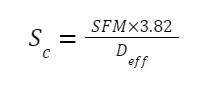
Với D eff = Đường kính cắt hiệu quả
SFM = M fg Chân bề mặt được kiến nghị trong mỗi phút
S c = Tốc độ bù
Trong gia công vật liệu bằng dao phay cầu, bạn cần tính toán đường kính cắt và tốc độ bù chính xác. Nhờ đó, nâng cao năng suất lao động và tuổi thọ dao.
Hơn nữa việc hiểu rõ và phân biệt được từng loại dao còn giúp bạn chọn được loại dao phù hợp với vật liệu và nguyên công. Từ đó giúp tiết kiệm chi phí và nâng cao hiệu quả gia công với dao phay cầu.
Theo dõi Máy CNC nhập khẩu để cập nhật thêm thông tin bổ ích về Máy CNC, Gia công CNC, Lập Trình CNC.