Trong quá trình gia công các sai sót là điều không thể tránh khỏi. Tuy nhiên có nhiều cách để giảm thiểu tình trạng đó để đảm bảo độ chính xác của máy CNC.
Bài viết này Máy CNC nhập khẩu sẽ thông tin đến bạn về độ chính xác của máy CNC và các phương pháp nghiên cứu chuyên sâu. Nhằm giúp bạn giảm thiểu các sai sót và vận hành máy tốt hơn.

1. Các nguyên nhân ảnh hưởng đến độ chính xác gia công CNC
1.1. Độ chính xác của máy CNC
Độ chính xác của máy trong trạng thái không tải được gọi là độ chính xác hình học. Tuỳ theo độ chính xác của máy CNC mà chia chúng thành 4 loại:
- Máy có độ chính xác bình thường.
- Máy có độ chính xác tương đối cao.
- Máy có độ chính xác cao.
- Máy có độ chính xác rất cao.
Khi kiểm tra độ chính xác của máy, cần phải xác định các yếu tố sau:
- Độ chính xác hình học và vị trí tương quan của các bề mặt để định vị chi tiết gia công và dụng cụ cắt.
- Độ chính xác chuyển động của các cơ cấu chấp hành của máy trên các cơ cấu dẫn hướng.
- Độ chính xác và độ nhám bề mặt gia công.
Ngoài ra, độ chính xác của máy CNC còn được đặc trưng bởi các yếu tố như:
- Độ chính xác định vị vị trí đường thẳng của các cơ cấu chấp hành khi thay đổi hướng chuyển động.
- Độ chính xác chuyển về vị trí ban đầu của các cơ cấu chấp hành.
- Khả năng dịch chuyển ổn định của các cơ cấu chấp hành đến một điểm xác định.
- Độ chính xác nội suy đường cong và vị trí ổn định của dao sau khi thực hiện chạy dao tự động.
1.2. Độ chính xác của hệ thống điều khiển
SAI SỐ CỦA BỘ NỘI SUY VÀ CHẾ ĐỘ NỘI SUY
Sai số của bộ nội suy có ảnh hưởng đáng kể đến sai số gia công. Đối với bộ nội suy thì sai số hình học δ (sai số của quỹ đạo thực hiện so với quỹ đạo đã định) phụ thuộc vào góc nghiêng của quỹ đạo so với các trục toạ độ và không vượt quá giá trị xung ∆ trên mỗi đoạn chi tiết.
Đối với các máy CNC thế hệ mới giá trị ∆ trong khoảng 0,001÷0,002 mm. Do đó nó không ảnh hưởng nhiều đến sai số gia công, tuy nhiên nó ảnh hưởng đến độ nhám bề mặt.
SAI SỐ CỦA PHƯƠNG PHÁP XẤP XỈ
Khi ứng dụng nội suy đường thẳng để gia công chi tiết theo contour thì phải dùng phương pháp xấp xỉ để xác định tọa độ các điểm. Như vậy sẽ gây ra sai số gia công. Để giảm sai số gia công phải giảm bước xấp xỉ. Nghĩa là giảm ∆Ꝕ.
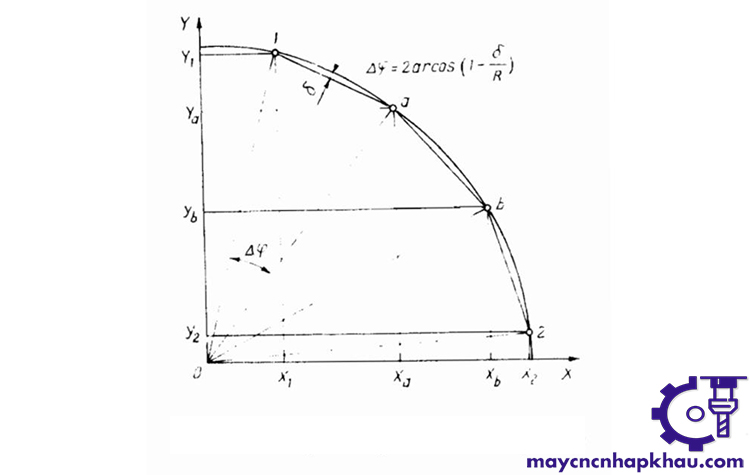
Xấp xỉ cung tròn theo đường thẳng
SAI SỐ ĐIỀU CHỈNH DAO
Các thiết bị đo lường hiện đại có độ chính xác rất cao (thang chia độ tới 0.001mm). Và độ phóng đại hình chiếu tới 30 lần. Tuy nhiên, dù cho độ chính xác của các thiết bị rất cao nhưng vẫn có sai số. Do các sai số dụng cụ đo và sai số kẹp chặt dao trên máy khi điều chỉnh để đạt kích thước.
SAI SỐ ĐIỀU CHỈNH MÁY
Sai số điều chỉnh máy được xác định tổng hợp khi điều chỉnh dao, điều chỉnh các cơ cấu của máy và đồ gá. Có tính đến các yếu tố xuất hiện trong quá trình gia công để đạt kích thước với dung sai yêu cầu. Vị trí tương quan của hệ thống công nghệ (máy – dao – đồ gá – chi tiết) được gọi là “kích thước điều chỉnh”.
ĐỘ MÒN DAO
Độ mòn dao có ảnh hưởng rất lớn đến sai số gia công, đặc biệt là khi chế tạo các chi tiết từ vật liệu chịu lửa và vật liệu có độ bền cao.
ĐỘ CỨNG VỮNG CỦA HỆ THỐNG CÔNG NGHỆ
Hệ thống công nghệ bao gồm: máy – dao – đồ gá – chi tiết gia công. Trong quá trình gia công, hệ thống này bị biến dạng đàn hồi dưới tác dụng của lực cắt. Ngoài ra lực cắt còn gây biến dạng tiếp xúc giữa các chi tiết trong hệ thống công nghệ. 2 loại biến dạng này có ảnh hưởng rất lớn để sai số gia công trong máy CNC. Sai số này giảm dần qua các nguyên công.
2. Các phương pháp nghiên cứu độ chính xác gia công trên máy CNC
2.1. Phương pháp đường cong phân bố
Trong công nghệ chế tạo máy, các quy luật phân bố được sử dụng rộng rãi nhất để nghiên cứu độ chính xác gia công là:
QUY LUẬT CHUẨN HAY QUY LUẬT GAUSS (HÌNH A)
Trong thực tế các kích thước đường kính hoặc các kích thước chiều dài đều phân bố theo quy luật này.
QUY LUẬT CHUẨN HAY QUY LUẬT SIMSON (HÌNH B)
Khi độ cứng vững của hệ thống công nghệ không cao thì kích thước gia công thường phân bố theo quy luật này.
QUY LUẬT LỆCH TÂM (HÌNH C)
Các sai số hình dáng (độ ôvan, độ côn, độ đa cạnh,…). Và các sai số vị trí tương quan (độ lệch tâm, độ đảo mặt đầu, độ song song, độ vuông góc,…) đều phân bố theo quy luật này.
QUY LUẬT XÁC SUẤT ĐỀU (HÌNH D)
Khi gia công, độ mòn dao gây ra các sai số kích thước như nhau trong những khoảng thời gian như nhau, do đó kích thước gia công chịu ảnh hưởng của mòn dao sẽ phân bố theo quy luật này.
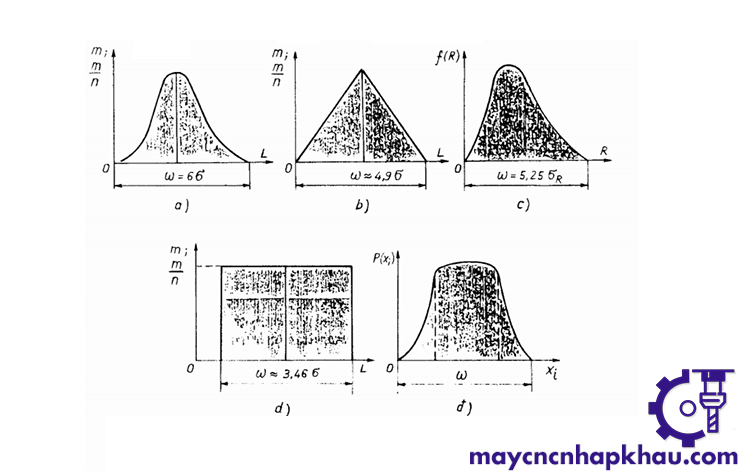
Các quy luật phân bố của kích thước gia công
a. Quy luật chuẩn
b.Quy luật hình tam giá
c. Quy luật lệch tâm
d. Quy luật xác suất đều
đ. Tổng hợp quy luật chuẩn và quy luật xác suất đều.
TỔNG HỢP HAI QUY LUẬT: QUY LUẬT CHUẨN VÀ QUY LUẬT XÁC SUẤT ĐỀU (HÌNH Đ)
Nếu quá trình gia công chịu tác động của nhiều yếu tố khác nhau thì sai số gia công (kích thước gia công) sẽ mang tính ngẫu nhiên và tính hệ thống. Vì thế nên dạng đường cong phân bố sẽ mang tính tổng hợp của nhiều quy luật.
Trong số các quy luật phân bố trên đây thì quy luật chuẩn được sử dụng nhiều nhất để nghiên cứu độ chính xác gia công.
2.2. Phương pháp đồ thị các điểm
Nghiên cứu độ chính xác gia công bằng phương pháp đường cong phân bố (quy luật phân bố) không phản ánh được sự thay đổi độ chính xác theo thời gian. Một nhược điểm khác của phương pháp quy luật phân bố là quá trình kiểm tra chỉ được thực hiện sau khi gia công xong tất cả các chi tiết.
Trong khi đó phương pháp đồ thị các điểm tránh được những nhược điểm trên đây của phương pháp quy luật phân bố. Theo phương pháp đồ thị các điểm thì trên trục hoành là số thứ tự các chi chi tiết gia công theo thời gian, còn trên trục tung biểu thị kích thước gia công.
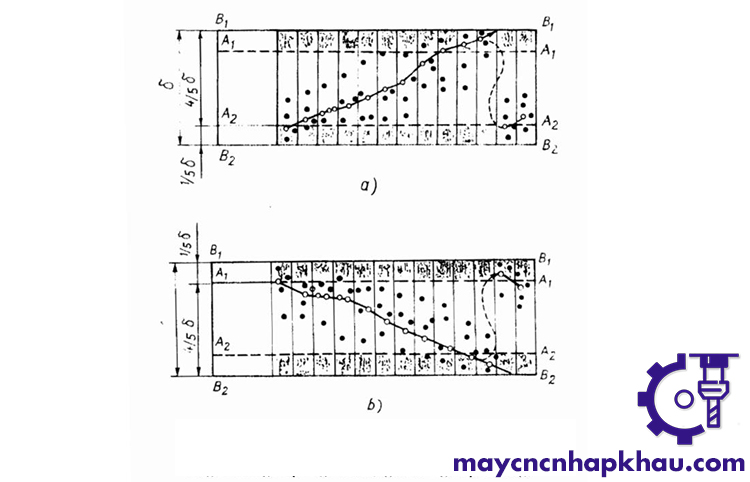
Đồ thị các điểm
a. Gia công mặt ngoài
b. Gia công mặt trong
Một trong những yếu tố gây phế phẩm chi tiết theo thời gian gia công là độ mòn dao. Do đó khi lập trình gia công trên máy CNC có thể đưa vào chương trình một giá trị của hiệu chỉnh độ mòn dao. Nhưng vẫn phải dựa vào kết quả kiểm tra kích thước gia công. Vì thế phương pháp đồ thị các điểm đang được sử dụng để nghiên cứu độ chính xác gia công có tính đến yếu tố thời gian cho tất cả các loại máy công cụ.
2.3. Phương pháp đồ thị độ chính xác
Các phương pháp nghiên cứu độ chính xác gia công như: phương pháp đường cong phân bố và phương pháp đồ thị các điểm chỉ được thực hiện có hiệu quả khi số lượng chi tiết đủ lớn. Trong khi đó phương pháp đồ thị độ chính xác cho phép nghiên cứu sự biến đổi của độ chính xác (sai số) gia công theo thời gian ngay cả với số lượng chi tiết không lớn.
Nếu chọn một số nhỏ chi tiết để nghiên cứu trong một khoảng thời gian ngắn nào đó của một ca làm việc thì ta có thể đánh giá được độ chính xác và độ ổn định của nguyên công trong suốt cả một ca làm việc.
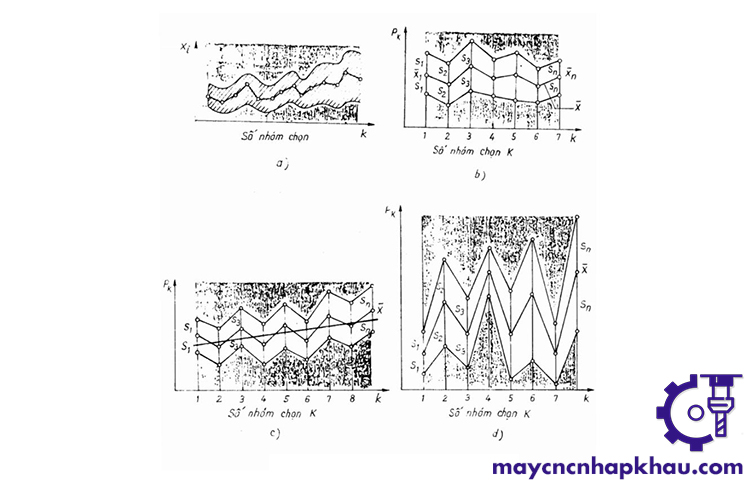
Các đồ thị độ chính xác
Ứng dụng phương pháp đồ thị chính xác để nghiên cứu nguyên công trên máy CNC cho phép giảm phế phẩm và nâng cao hiệu quả sử dụng máy.
3. Phương pháp đảm bảo độ chính xác gia công trên máy CNC
Để đạt được độ chính xác của chi tiết khi gia công trên các máy CNC phải dùng phương pháp tự động đạt kích thước.
Bản chất của phương pháp này là tính toán dịch chuyển của cơ cấu chấp hành (của máy). Và giải chuỗi kích thước để xác định độ chính xác dịch chuyển.
Chuỗi kích thước được gọi là tổng hợp các kích thước có mối liên hệ với nhau tạo thành một contour khép kín.
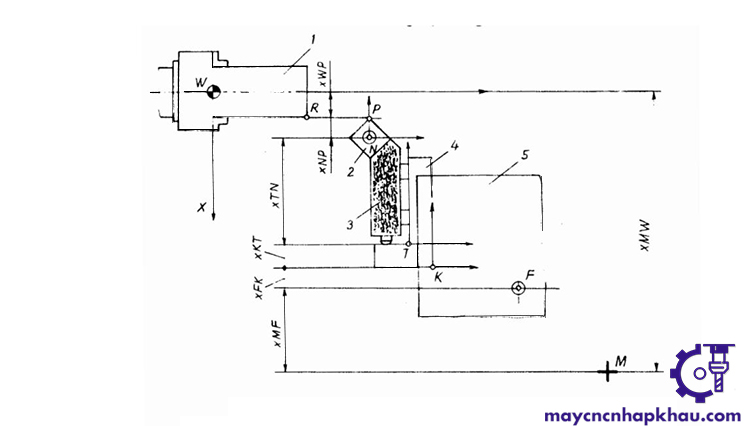
Chuỗi kích thước của hệ thống công nghệ
3.1. Điều chỉnh kích thước dao ở ngoài máy (hình a)
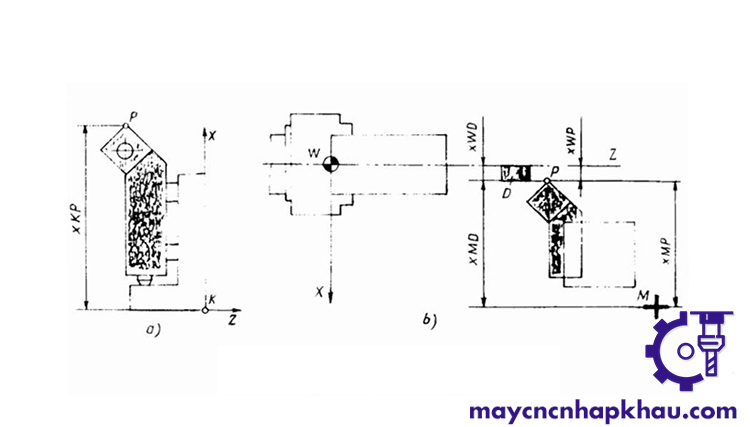
Điều chỉnh kích thước dao
Để điều chỉnh đạo ở ngoài máy ta phải có đồ gá chuyên dùng. Phương pháp này cho phép đạt độ chính xác cao, nhưng có nhược điểm sau đây:
- Phải chế tạo cơ cấu điều chỉnh chuyên dùng.
- Cần có diện tích để lắp đặt cơ cấu điều chỉnh.
- Chuỗi kích thước tuy có định vị ngắn hơn nhưng lại phức tạp hơn.
- Không bù được sai số định vị vị trí, sai số góc quay của đầu rơvonve và không phát huy được tính ưu việt của mảnh hợp kim nhiều lưỡi (vì tính ưu việt của mảnh hợp kim là khả năng xoay nhanh trên máy).
3.2. Điều chỉnh kích thước dao trên máy (hình b)
Phương pháp này có thể được thực hiện theo hai cách:
CÁCH 1
Máy được trang bị một thiết bị đo để xác định vị trí của đỉnh cao. Trong trường hợp này nếu định dao có sai số thì datric phát hiện và tự động hiệu chính đó chưa đình dao về đúng vị trí.
CÁCH 2
Theo chương trình, đỉnh cao dịch chuyển đến chi tiết và hớt một lượng dư. Rồi xác định kích thước thực và so sánh với kích thước cần đạt. Sau đó tiến hành hiệu chỉnh tự động quỹ đạo chuyển động của dao. Phương pháp này được gọi là phương pháp cắt thử tự động.
4. Sai số tổng cộng của chi tiết khi gia công trên máy CNC
Sai số gia công trên máy CNC có thể được chia ra ba nhóm sau đây: sai số kích thước (∆a); sai số hình dạng (∆b) và sai số hệ thống tích lũy (∆c). Sai số tổng cộng được xác định theo công thức:
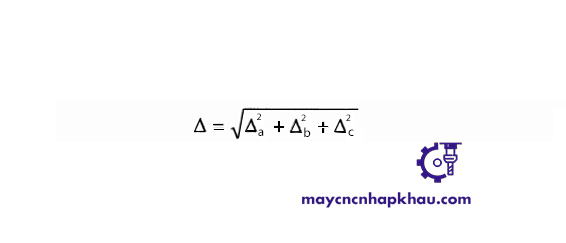
Công thức tính sai số tổng cộng gia công trên máy CNC
Trong đó:
SAI SỐ KÍCH THƯỚC
| Sai số | Miêu tả |
| ∆a1 | Sai số kích thước sinh ra do sai số của hệ thống điều khiển. |
| ∆a2 | Sai số kích thước sinh ra do sai số tái tạo chương trình. |
| ∆a3 | Sai số kích thước sinh ra do sai số định vị vị trí. |
| ∆a4 | Sai số kích thước sinh ra do sai số của cơ cấu chạy dao. |
| ∆a5 | Sai số kích thước sinh ra do sai số của cơ cấu truyền động của máy. |
| ∆a6 | Sai số kích thước sinh ra do sai số chuẩn bị chương trình. |
| ∆a7 | Sai số kích thước sinh ra do sai số nội suy. |
| ∆a8 | Sai số kích thước sinh ra do sai số khi lập trình. |
| ∆a9 | Sai số kích thước sinh ra do sai số điều chỉnh máy. |
| ∆a10 | Sai số kích thước sinh ra do sai số kiểm tra khi điều chỉnh máy. |
SAI SỐ HÌNH DẠNG
| Sai số | Miêu tả |
| ∆b1 | Sai số hình dáng sinh ra do sai số hình học của các chi tiết máy. |
| ∆b2 | Sai số hình dáng sinh ra do sai số hình học của các cơ cấu lắp ráp của máy. |
| ∆b3 | Sai số hình dáng sinh ra do sai số hình học của dao. |
| ∆b4 | Sai số hình dáng sinh ra do biến dạng đàn hồi của hệ thống công nghệ. |
| ∆b5 | Sai số hình dáng sinh ra do biến dạng đàn hồi của máy. |
| ∆b6 | Sai số hình dáng sinh ra do biến dạng đàn hồi của dao. |
| ∆b7 | Sai số hình dáng sinh ra do biến dạng đàn hồi của đồ gá. |
| ∆b8 | Sai số hình dáng sinh ra do mòn dao. |
| ∆b9 | Sai số hình dáng sinh ra do biến dạng nhiệt của đồ gá. |
| ∆b10 | Sai số hình dáng sinh ra do biến dạng nhiệt của máy. |
| ∆b11 | Sai số hình dáng sinh ra do biến dạng nhiệt của dao. |
| ∆b12 | Sai số hình dáng sinh ra do biến dạng nhiệt của chi tiết gia công. |
SAI SỐ HỆ THỐNG TÍCH LŨY
| Sai số | Miêu tả |
| ∆c1 | Sai số hệ thống tích lũy sinh ra do mòn dao. |
| ∆c2 | Sai số hệ thống tích lũy sinh ra do biến dạng của đồ gá. |
| ∆c3 | Sai số hệ thống tích lũy sinh ra do biến dạng nhiệt của máy. |
| ∆c4 | Sai số hệ thống tích lũy sinh ra do biến dạng nhiệt của dao. |
Việc hiểu rõ độ chính xác của máy CNC cũng như các phương pháp nghiên cứu chuyên sâu không những giúp giảm thiểu các sai sót khi gia công. Mà còn giúp cho quá trình vận hành máy đơn giản và nhanh chóng hơn. Từ đó giúp tiết kiệm chi phí.
Bạn hãy theo dõi Máy CNC nhập khẩu để cập nhật thêm nhiều thông tin hữu ích mà chúng tôi cung cấp nhé.
Nguồn: Trần, Văn Địch (2004), Công nghệ CNC. Nhà xuất bản Khoa học và Kỹ thuật.