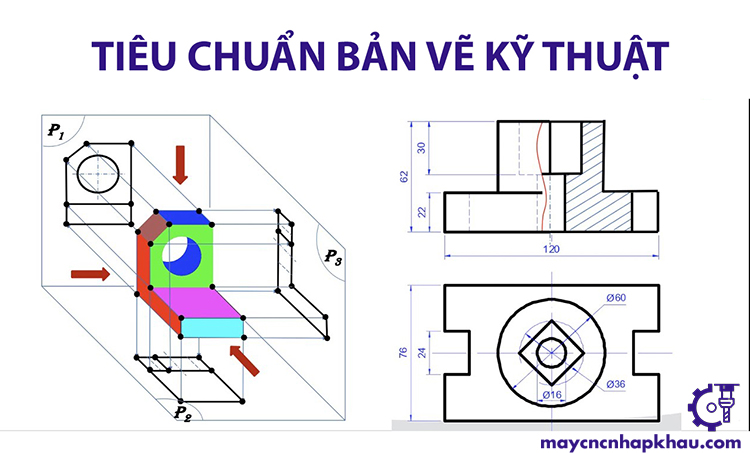
Tiêu chuẩn bản vẽ kỹ thuật là những nguyên tắc, quy định chung được thống nhất trong quá trình thiết kế chi tiết gia công. Vì vậy, hiểu được chúng là cơ sở để thiết kế các chi tiết một cách chính xác, đảm bảo các thông số. Từ đó sản phẩm sau gia công đạt chất lượng cao.
1. Các loại bản vẽ kỹ thuật cơ khí được sử dụng phổ biến
Trong cơ khí, bản vẽ gồm có các loại sau:
Bản vẽ hình chiếu phẳng hai chiều
Loại này được tạo thành nhờ chiếu của vật thể xuống mặt phẳng. Phép chiếu được sử dụng là phép chiếu vuông góc.
Bản vẽ trục đo
Loại này được tạo thành nhờ chiếu vật thể lên không gian ba chiều. Phép chiếu được sử dụng là phép chiếu song song.
Khoảng 20 năm trước đây, bản vẽ hình chiếu phẳng được sử dụng rộng rãi trong cơ khí. Bản vẽ hình chiếu trong không gian chỉ được sử dụng với các thiết kế không chuyên. Tuy nhiên, do sự phát triển của công nghệ, bản vẽ không gian ngày càng được sử dụng nhiều.
Trong phạm vi tiêu chuẩn bản vẽ kỹ thuật cơ khí chỉ tập trung vào bản vẽ cơ khí chiếu phẳng cổ điển.
Các tiêu chuẩn bản vẽ kỹ thuật cơ khí
2. Phân loại các bản vẽ phẳng cơ khí
Trong cơ khí, bản vẽ phẳng gồm các loại sau:
Bản vẽ sơ đồ (schema)
Là bản vẽ phẳng bao gồm các ký hiệu đơn giản, cho biết nguyên lý hoạt động của chi tiết. Bao gồm: Sơ đồ mạch điện động lực, cơ cấu nguyên lý máy và điều khiển động cơ, sơ đồ giải thuật của chương trình tin học, điều khiển PLC.
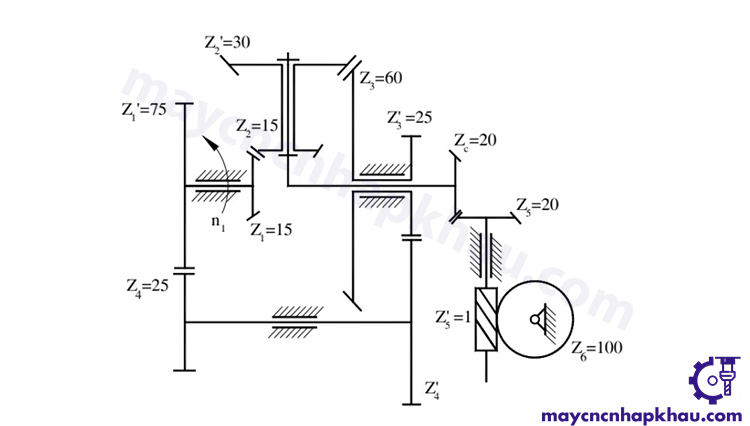
Bản vẽ sơ đồ hệ thống bánh răng
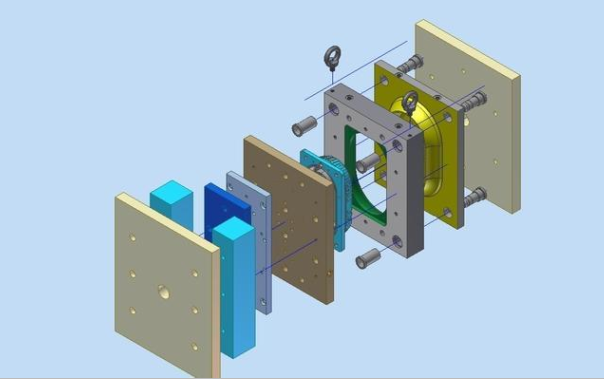
Bản vẽ tháo rời (explosive drawing)
Là bản vẽ trình bày các chi tiết khi chúng được tháo rời và sắp xếp ở vị trí cố định sẵn sàng được lắp ráp. Thường được dùng cho những người không chuyên về kỹ thuật cơ khí.
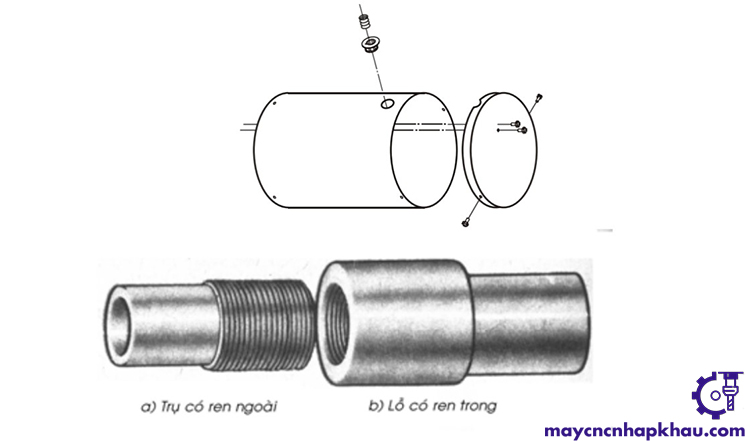
Bản vẽ tháo rời
Bản vẽ lắp ráp (Assembly drawing) hay bản vẽ kết cấu (structure drawing)
Là bản vẽ cung cấp các thông tin về kết cấu các bộ phận của máy. Dựa trên công nghệ thực tế của bản vẽ sơ đồ. Đây là yếu tố quan trọng của chi tiết. Nhờ bản vẽ này, người kỹ sư sẽ lựa chọn phương pháp gia công thích hợp cho quá trình chế tạo và lắp ráp.
Bản vẽ chi tiết (detail drawing, part drawing)
Là bản vẽ riêng các chi tiết của vật thể được trích ra từ bản vẽ lắp ráp. Nhờ các phương pháp gia công đã xác định để tạo thành các chi tiết thật. Các bản vẽ tuy khác nhau về nội dung nhưng đều tuân theo tiêu chuẩn bản vẽ kỹ thuật.
3. Quy trình thiết kế một thiết bị chi tiết cơ khí
Để tạo một chi tiết đạt chất lượng cao, bạn cần thực hiện các giai đoạn sau:
Giai đoạn 1: Thiết kế chi tiết
- Đầu tiên, xây dựng các ý tưởng và dựa vào tiêu chuẩn bản vẽ kỹ thuật để lập các bản vẽ sơ đồ cho chi tiết. Từ đó đưa ra phương án gia công phù hợp.
- Tiếp theo, lựa chọn phương án tối ưu nhất, tính toán kết cấu, vẽ bản vẽ lắp ráp.
- Cuối cùng, vẽ bản vẽ chi tiết và tiến hành gia công vật thể.
Giai đoạn 2: Chế tạo chi tiết
- Căn cứ vào bản vẽ chế tạo và công nghệ gia công mà có kế hoạch chỉnh sửa bản vẽ chi tiết.
- Chọn quy trình công nghệ để gia công từng chi tiết.
- Gia công từng chi tiết dựa trên bản vẽ chi tiết và quy trình thực hiện đã đề ra.
- Lắp thành sản phẩm, thiết bị, máy móc dựa vào bản vẽ lắp.
- Chạy thử và tiến hành chỉnh sửa các bộ phận của sản phẩm trước khi thành phẩm. Đảm bảo các máy, thiết bị hoạt động ổn định.
- Chỉnh sửa cho đến khi hoàn thiện bản vẽ lắp và bản vẽ chi tiết theo máy thử đã thực nghiệm thành công.
- Tiến hành chế tạo hàng loạt sản phẩm theo quy trình công nghệ đã chỉnh sửa hoàn thiện.
4. Các tiêu chuẩn bản vẽ kỹ thuật cơ khí phổ biến
Hiện nay trên thế giới có 2 nhóm tiêu chuẩn chính là tiêu chuẩn Quốc tế ISO và tiêu chuẩn Mỹ ANSI. Tiêu chuẩn Việt Nam về bản vẽ kỹ thuật cơ khí của TCVN dựa theo tiêu chuẩn quốc tế ISO.
4.1. Tiêu chuẩn bản vẽ kỹ thuật chung
Phép chiếu
Dựa vào tiêu chuẩn quốc tế ISO, phép chiếu dùng góc thứ nhất (First Angle Projection).
Tỷ lệ xích
Gồm có 3 loại:
- Thu nhỏ: Kích thước chi tiết trên bản vẽ nhỏ hơn kích thước thực tế.
Ví dụ: 1:2; 1:2,5; 1:4; 1:5; 1:10; 1:15; 1:20; 1:40; 1:50; 1:75; 1:100; 1:200; 1:400; 1:500; 1:800; 1:1000.
- Nguyên dạng: Kích thước chi tiết trên bản vẽ bằng kích thước thực tế.
Ví dụ: 1:1
- Phóng to: Kích thước chi tiết trên bản vẽ lớn hơn kích thước thực tế.
Ví dụ: 2:1; 2,5:1; 4:1; 5:1; 10:1; 20:1; 40:1; 50:1; 100:1.
Tỷ lệ xích phải tuân thủ các tiêu chuẩn sau:
- Tỷ lệ trong bản vẽ lắp ráp và chế tạo được ghi vào ô nhỏ góc bên phải bên dưới khung tên.
- Bản vẽ phải chiếm hơn 50% giấy vẽ. Tốt nhất là từ 80 – 85%.
Lưu ý: Hạn chế dùng các tỉ lệ như 1:2,5, 114, 1:15, 1:25. 1:40, 1:75 hay 2,5:1, 4:1, 15:1, 25:1, 40:1, 75:1. Trong đó số 1 thể hiện kích thước thật. Tỉ lệ là giá trị của phân số đem nhân với kích thước thật sẽ được kích thước trên bản vẽ.
Tỷ lệ xích trong bản vẽ chế tạo là 1:1
Đường nét
Mỗi một đường nét thể hiện các đặc điểm và ý nghĩa các nhau. Vì vậy, với tiêu chuẩn bản vẽ kỹ thuật sẽ giúp chúng ta dễ dàng phân biệt các thiết kế. Bao gồm:
| Tên gọi | Ý nghĩa | Hình dạng | Bề rộng |
| Nét cơ bản | Dùng để thể hiện đường bao thấy. Lựa chọn bề rộng cho phù hợp và kích thước này phải xuyên suốt bản vẽ. |  |
0,5 ≤ s ≤ 1,4 |
| Nét đứt | Dùng để thể hiện các đường nét bao khuất. Được cấu tạo từ các vạch nhỏ có độ dài từ 2-8cm. |  |
Phụ thuộc vào đường cơ bản. Bề rộng bằng ½ – ⅓ bề rộng nét cơ bản. |
| Nét chấm gạch mảnh | Dùng để vẽ các đường trục và các đường xác định tâm. Được cấu tạo xen kẽ giữa vạch mãnh và dấu chấm. |  |
Phụ thuộc vào đường cơ bản. Bề rộng bằng ½ – ⅓ bề rộng nét cơ bản. |
| Nét liền mảnh | Dùng để ghi các kích thước, đường gióng và đường gạch trong mặt cắt. Vẽ qua đường bao hình |  |
Phụ thuộc vào đường cơ bản. Bề rộng bằng ½ – ⅓ bề rộng nét cơ bản. |
| Nét cắt | Dùng để biểu diễn vết của mặt phẳng cắt. Chúng có độ dài từ 8 – 20 mm |  |
Từ 1 đến 1,5 bề rộng nét cơ bản |
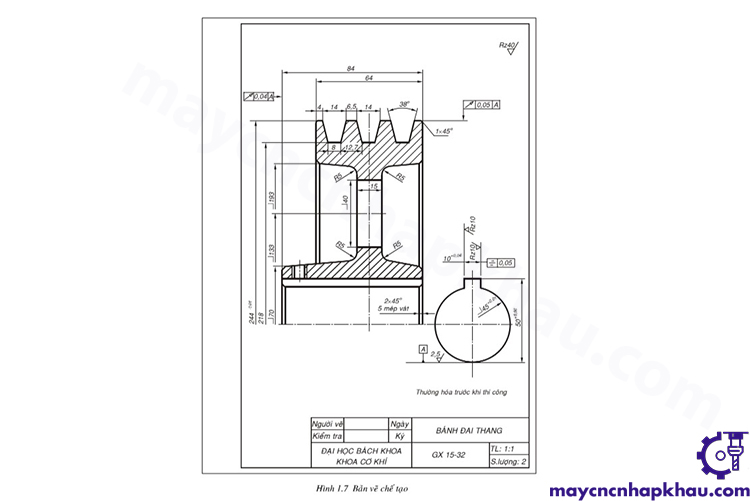
Cách trình bày các chi tiết điển hình trong bản vẽ chi tiết
4.2. Tiêu chuẩn bản vẽ kỹ thuật cho bản vẽ lắp
Bản vẽ lắp ráp bao gồm 3 tiêu chuẩn sau:
Kích thước
Ưu tiên ghi kích thước bên ngoài bản vẽ, hạn chế ghi bên trong bản vẽ. Trong bản vẽ lắp bao gồm 3 loại sau:
- Kích thước bao
Là kích thước tối đa mà chi tiết lắp ráp chiếm chỗ. Bao gồm: Kích thước dài nhất, rộng nhất và cao nhất. Kích thước này chỉ cần lấy phỏng chừng và không yêu cầu độ chính xác.
- Kích thước khoảng cách trục
Là kích thước cho biết khoảng cách truyền động của chi tiết. Tùy vào nhu cầu sử dụng mà xác định hoặc không xác định dung sai khoảng cách trục.
- Kích thước lắp ráp
Là kích thước dùng để lắp ráp. Bao gồm kích thước danh nghĩa và kích thước dung sai.
Đánh số chi tiết
Khi đánh số chi tiết cần tuân thủ các yêu cầu sau:
- Một bản vẽ lắp ráp có nhiều chi tiết. Vì vậy, bạn cần đánh số các chi tiết để dễ dàng xác định. Số chi tiết phải có kích thước độ rộng từ 2÷2,5mm.
- Các kích thước được chỉ vào chi tiết bằng nét liền mảnh. Ngay đầu chỉ vào chi tiết được đánh một điểm rõ nét. Tùy vào kích thước bản vẽ mà kích thước điểm này to nhỏ phù hợp. Giao động từ 1 ÷1,5mm với kích thước bản vẽ trên giấy từ A3 đến A0.
- Khoảng cách các số trên kích thước đều nhau.
- Các đường mảnh chỉ vào chi tiết không nên cắt nhau. Vì sẽ làm cho bản vẽ bị rối.
Bản kê
Là bản liệt kê lại các con số đã được đánh dấu trên bản vẽ. Nhờ bản này, chúng ta xác định được khối lượng và giá thành của chi tiết. Bản kê phải được đánh số từ dưới lên trên.
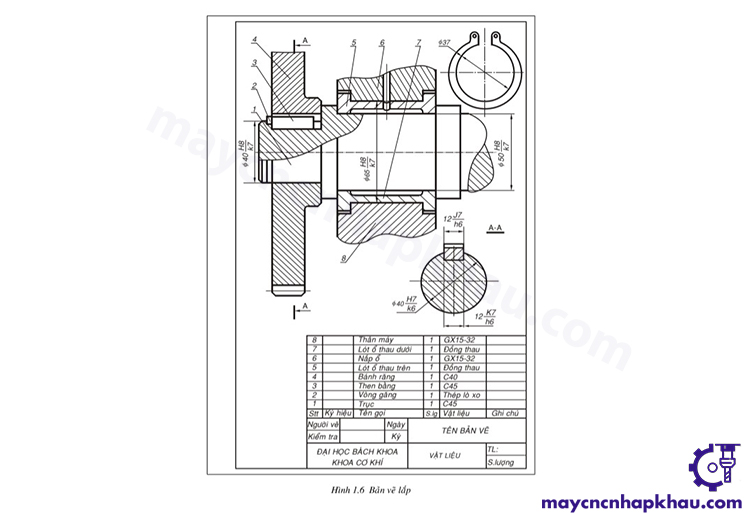
Bản vẽ lắp trong cơ khí
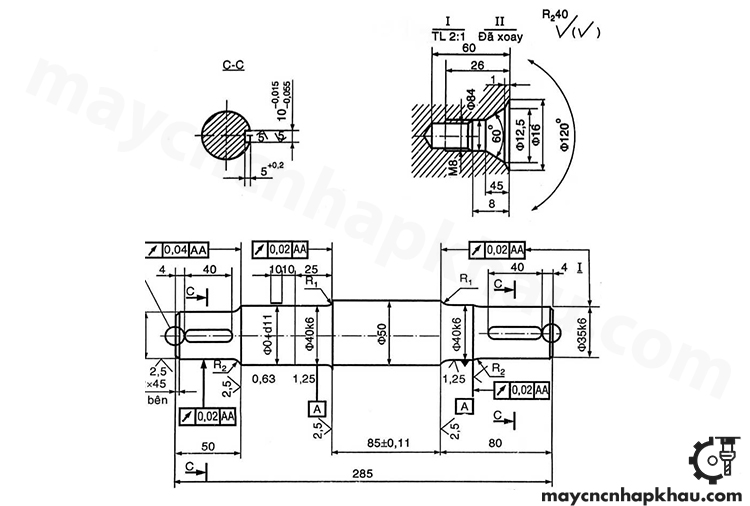
4.3. Tiêu chuẩn bản vẽ kỹ thuật cho bản vẽ chi tiết
Để hoàn thành bản vẽ chi tiết đạt chất lượng tốt, bạn cần chú ý đến 5 tiêu chuẩn bản vẽ kỹ thuật sau:
Kích thước
Bản vẽ chi tiết phải đầy đủ các kích thước chi tiết của vật thể. Các kích thước trong bản lắp ráp được thể hiện trong bản chi tiết phải đầy đủ dung sai một cách cụ thể.
Độ nhám bề mặt (Roughness)
- Chế độ làm việc: Để giảm độ ma sát, bề mặt các ổ trượt khớp tịnh tiến phải có độ nhẵn cao.
- Độ chính xác: Tính chính xác càng cao thì độ nhám của đoạn trục hay lỗ càng cao.
- Sản phẩm càng có nhẵn bóng thì giá thành càng cao. Vì vậy, cần phải chọn độ nhám cho phù hợp.
Ký hiệu và các cấp độ nhám thường dùng:

Các ký hiệu độ nhám bề mặt
Ký hiệu là hình ảnh của chữ r, ký tự đầu tiên của từ roughness
Giá trị độ nhám: Được ghi phía trên ký hiệu và bắt đầu bằng ký tự R (Roughness) và có mức độ nhám là:
- Rz: sai số trong 5 điểm dành cho bề mặt thô hoặc bán tinh (tiện, phay…) hoặc siêu tinh (bản về Việt Nam không dùng mức siêu tinh).
- Ra: độ nhấp nhô trung bình (average) dành cho bề mặt tinh qua mài, doa
Sai số hình học và vị trí tương quan
Sai số hình học là sai số ở chính bản thân bề mặt của vật thể đó. Gồm có các sai số sau:
- Độ không tròn hoặc độ oval: Dùng cho các vật thể có bề mặt thô, không cần gia công.

Ký hiệu độ không tròn hoặc độ oval
- Độ vát, độ dốc: Ký hiệu là ∠. Dùng cho các vật thể có bề mặt nghiêng.
- Độ côn: Ký hiệu là ∆. Dùng cho vật thể có bề mặt côn thô và tinh.
Độ côn = (D – d)/L = 2 lần độ dốc
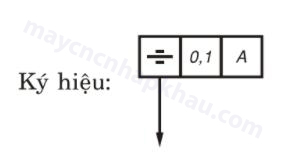
- Độ đồng tâm: Ký hiệu là A. Dùng cho vật thể có bề mặt thô và có trị thường lớn hơn 0,5mm.

Ký hiệu độ đồng tâm
- Độ đảo hướng kính: Là hiệu của bán kính lớn nhất và đường kính nhỏ nhất trong các vật thể xoay.

Ký hiệu độ đảo đường kính
- Độ đảo mặt đầu: Dùng cho các vật thể xoay và các bề mặt gia công tinh.
- Độ vuông góc: Độ lệch so với pháp tuyến của bề mặt.
Ký hiệu độ vuông góc
- Độ song song: khoảng cách lớn nhất và nhỏ nhất trên chiều dài bề mặt.

Ký hiệu độ song song
- Độ đối xứng: Sai lệch lớn nhất so với chỉ định chuẩn A dọc theo trục đối xứng.
Ký hiệu độ đối xứng
Sai số vị trí tương quan: là sai số so với một mặt chuẩn chọn trước. Thường là chuẩn gia công và được chọn trước bằng ký hiệu chữ A. Nếu có thêm các chuẩn khác thì sẽ được ký hiệu là B, C.

Ký hiệu sai số vị trí tương quan
Tính chất cơ lý
Tính chất cơ lý hay còn gọi là thể tính, thường được ghi dưới yêu cầu kỹ thuật. Thường được xử lý:
- Cơ luyện
Sử dụng phương pháp cơ học. Bao gồm: Phun bi, lăn nén, lăn ép rung,… Được dùng để gia công các bề mặt. Các sản phẩm được tạo thành từ phương pháp này cho độ bền cao. Tuy nhiên, phương pháp này chưa được sử dụng nhiều nên hiếm gặp trong các bản vẽ. Các bản vẽ có sử dụng phương pháp này sẽ được ghi chú kỹ.
- Nhiệt luyện
Sử dụng phương pháp đun nóng và làm nguội. Bao gồm: Tui, ủ, ram, thường hóa,… Được dùng để gia công các vật thể. Các sản phẩm tạo ra có độ bền cao. Tuy nhiên, giá thành cao, nhiều phế phẩm dư thừa và đòi hỏi kỹ sư phải có chuyên môn cao. Vì vậy, chúng ít được sử dụng.
Vật liệu và số lượng trong tiêu chuẩn bản vẽ kỹ thuật
Chúng ta có thể tìm thấy vật liệu và số lượng sản xuất trong khung tên. Tùy vào số lượng sản phẩm mà phương pháp gia công và giá thành sẽ khác nhau. Số lượng càng lớn giá thành sẽ càng nhỏ. Các vật liệu thường được dùng để gia công các chi tiết là:
- Thép carbon chế tạo máy: C30, C35, C45, C50.
- Thép hợp kim chế tạo máy: thép Crom 40Cr, thép mangan 45Mn, thép lò xo 40Si…
- Thép xây dựng dùng làm dàn, khung, vỏ máy: CT3,CT4, CT5.
- Gang xám: GX 15-32.
- Gang cầu: GC.
- Vật liệu phi kim loại như cao su, dạ, amiang…
Trong gia công chi tiết, tiêu chuẩn bản vẽ kỹ thuật rất quan trọng. Chúng ảnh hưởng trực tiếp đến quá trình gia công tạo ra sản phẩm. Vì vậy bạn cần tìm hiểu kỹ các khái niệm, cách biểu diễn và tiêu chuẩn chung. Để có thể biểu diễn chúng trên bản vẽ một cách thành thạo. Từ đó rút ngắn thời gian thiết kế, gia công và nâng cao chất lượng sản phẩm bởi tuân thủ đúng các tiêu chuẩn bản vẽ kỹ thuật cơ khí.
Theo dõi ngay Máy CNC nhập khẩu để hiểu hơn về máy CNC cũng như các thông tin về Máy CNC, Lập trình CNC và Gia công CNC.