G90 CNC là mã lệnh lập trình dùng để xác định tọa độ tuyệt đối trong máy CNC. Đây là một lệnh quan trọng, bạn cần hiểu rõ đặc điểm của chúng và sử dụng một cách thành thạo để gia tăng hiệu quả gia công và tích lũy kinh nghiệm.
1. G90 CNC là gì?
G90 CNC là lệnh xác định tọa độ định vị tuyệt đối hoặc chế độ lập kích thước tuyệt đối.
Định vị tuyệt đối có nghĩa là định vị trí cho một vật thể di chuyển so với một điểm cố định, được gọi là điểm gốc.
Mã lệnh G90 CNC
2. Đặc điểm của mã lệnh G90 CNC
Trong lập trình CNC, bạn phải thiết lập rất nhiều mã lệnh khác nhau với từng mục đích gia công riêng biệt. Đó có thể là các mã lệnh G, M, T, Y,…
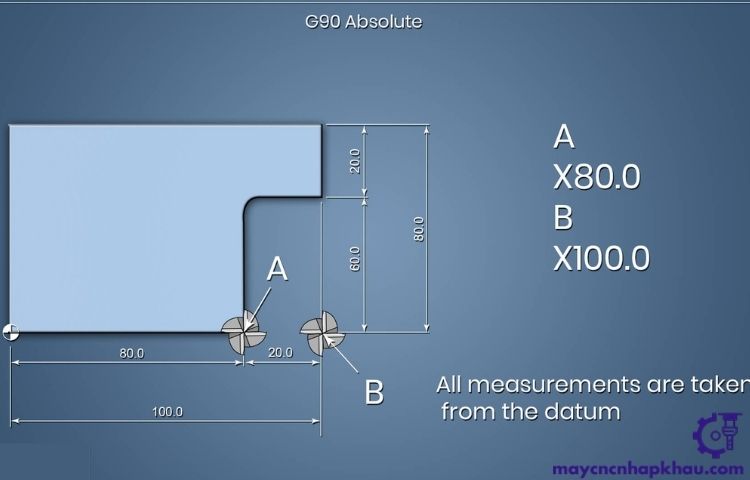
Trong chế độ lập trình tuyệt đối G90, mọi kích thước đều được đo từ điểm gốc (chuẩn gia công, zero chương trình).
Chuyển động thực của máy là hiệu số giữa vị trí tuyệt đối hiện hành của dao và vị trí tuyệt đối trước đó.
Các dấu đại số cộng (+) hoặc trừ (-) quy chiếu theo góc phần tư của hệ tọa độ, không theo chiều chuyển động. Dầu dương thường không được ghi cho địa chỉ bất kỳ.
Mọi giá trị zero, chẳng hạn 30, Y0, 20, đều quy chiếu theo vị trí dao tại điểm quy chiếu chương trình, không theo chuyển động dao. Bạn phải biết giá trị zero của trục bất kỳ, mỗi khi cần thiết.
Lệnh chuẩn bị G90 CNC đã chọn cho chế độ tuyệt đối sẽ duy trì tính chế độ cho đến khi lệnh số gia G91 được lập trình. Trong chế độ tuyệt đối sự chuyển động trên trục bất kỳ đều không bị bỏ qua trong chương trình.
Đối với các máy tiện CNC có bộ điều khiển Fanuc, sự biểu thị phổ biến của chế độ tuyệt đối là sự gần trục theo X và Z, mà không dùng lệnh G90. Một số máy tiện sử dụng lệnh G90, khi không có bộ điều khiển Fanuc.
3. Ưu điểm của mã lệnh G90 CNC
Ưu điểm chính của lập trình tuyệt đối là dễ dàng sửa đổi bởi người lập trình CNC. Khi thay đổi một tác vụ không ảnh hưởng đến bất kỳ tác vụ nào khác trong chương trình. Bởi khi thiết lập lập các mã lệnh G trong máy phay CNC hay máy tiện CNC, người lập trình phải cân nhắc kỹ vì khi đổi một mã lệnh có thể làm thay đổi cả một chương trình gia công.
Ngoài ra, định vị tuyệt đối G90 CNC trong máy CNC lập trình đơn giản, dễ sử dụng. Để sử dụng định vị tăng dần (G91), bạn sẽ nhập X -6.753 Y-14.265. Sau đó, bạn phải thực hiện một số phép toán khác.
Máy móc đang ở Z 2,37 và cần đạt Z 0,5. 2,37 – 0,5 = 1,87. Vì vậy, bạn phải nhập Z -1,87. Kết quả thu được là X0 Y0 Z0.5. Mặt khác, khi sử dụng định vị tuyệt đối (G90), bạn chỉ cần nhập mã X0 Y0 Z0.5.
Ưu điểm của định vị tuyệt đối G90 CNC
4. Phân biệt lệnh G90 CNC và G91 CNC
Có hai lệnh chuẩn bị dùng để nhập các giá trị kích thước G90 và G91 để phân biệt giữa hai chế độ đơn vị.
- G90: Chế độ lập kích thước tuyệt đối.
- G91: Chế độ lập kích thước theo số gia (tương đối).
Cả hai lệnh này đều có tính chế độ, do đó chúng sẽ xóa lẫn nhau.
Hệ điều khiển sử dụng xác lập mặc định ban đầu khi đóng công tắc chính (ON) trên máy, thường là chế độ số gia. Xác lập này có thể thay đổi bằng tham số hệ thống xác lập trước trên máy tính khi cấp điện cho máy.
Đối với các chương trình phay CNC hay tiện CNC riêng rẽ, xác lập hệ thống này có thể điều khiển bằng cách gộp lệnh chuẩn bị thích hợp vào chương trình, sử dụng một trong hai lệnh G90 hoặc G91.
Khi lập trình bạn cần gộp xác lập được yêu cầu trong chương trình CNC, không nên tính đến xác lập mặc định bất kỳ trong hệ điều khiển.
Xác lập mặc định phổ biến trong hệ thống điều khiển là chế độ số gia, không phải là chế độ tuyệt đối.
Lập trình tuyệt đối có nhiều ưu điểm hơn lập trình số gia và được ưa chuộng hơn. Ngoài ra, nếu dùng lập trình số gia một cách thường xuyên, chương trình vẫn bắt đầu theo chế độ tuyệt đối.
Chế độ số gia là mặc định bởi vì G91 giúp bảo đảm an toàn gia công.
5. Cách sử dụng định vị tuyệt đối G90 CNC
5.1. Dùng G90 CNC để di chuyển vị trí
Khi sử dụng G90 CNC với hệ tọa độ X,Y, gốc tọa độ 0 sẽ là điểm gốc. Trong một số trường hợp khác bạn có thể lấy điểm khác.
Cấu trúc gồm: G90 + Tên vị trí muốn di chuyển + Tọa độ trục x + Tọa độ trục y
Với mã lệnh là: G90 G01 X25 Y40
Sử dụng G90 CNC để di chuyển vị trí
Mã này yêu cầu máy sử dụng định vị tuyệt đối (G90) để di chuyển (G01) đến điểm 25mm ở bên phải điểm gốc (X25). 40mm phía trước điểm gốc (Y40). Sau khi sử dụng G90 một lần, bạn không cần sử dụng lại nó. Trừ khi bạn muốn đổi lệnh khác. Tương tự với các mong muốn di chuyển khác, bạn có thể tự đặt cho mình một mã lệnh.
5.2 Sử dụng G90 để quan sát các điểm
Với một vật thể nằm ở điểm A. bạn có thể thiết lập điểm A nằm ở vị trí 10mm về bên phải, 20mm ở phía trước và 30mm ở phía trên. Điều này giúp bạn xác định vị trí một điểm cụ thể so với điểm gốc đứng yên.
G90 là một trong những mã lệnh quan trọng trong lập trình gia công CNC. Bạn có thể bị lẫn lộn chúng với lệnh G91. Do đó bạn cần nắm rõ đặc điểm của từng loại. Cũng như sự khác nhau giữa chúng để thiết lập lệnh cho phù hợp.
Ngoài ra bạn cũng cần biết rõ các mã lệnh bổ trợ cũng như sử dụng thuần thục mã lệnh G90 CNC. Nhằm rút ngắn thời gian lập trình và gia tăng kinh nghiệm.
Theo dõi Máy CNC nhập khẩu để cập nhật thêm thông tin bổ ích về Máy CNC, Gia công CNC, Lập Trình CNC.