Kiến thức về hệ tọa độ nói chung và trục Z máy CNC nói riêng là một yếu tố cơ bản đối với đối với người lập trình hoặc vận hành máy CNC. Nắm vững những kiến thức về tọa độ giúp bạn sử dụng máy một cách tối ưu nhất, mang lại hiệu quả gia công cao hơn.
1. Trục Z máy CNC là gì?
Để xác định trục Z máy CNC ta sử dụng nguyên tắc bàn tay phải. Theo đó trục Z trùng với trục chính của máy.
Xác định trục Z máy CNC
Chuyển động cho trục Z được biểu diễn bằng ký tự Z trên bảng điều khiển máy CNC. Nó chỉ định vị trí hoặc khoảng cách dọc theo trục Z.
Đơn vị đo được tính bằng hệ inch hoặc mm với bốn cấp tốc độ để di chuyển. Nó được theo sau bởi một số được ký bằng inch hoặc số liệu. Nếu không có dấu thập phân nào được nhập, chữ số cuối cùng được hệ điều hành CNC mặc định là 1/10000 inch hoặc 1/1000 mm.
Trục Z máy CNC
2. Các chiều chuyển động của trục Z máy CNC
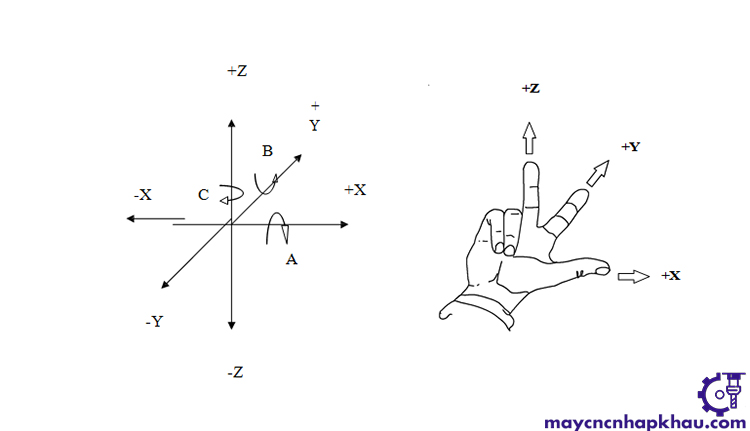
Hệ thống các trục tọa độ được xác định theo nguyên tắc bàn tay phải:
- Ngón tay cái là trục X
Trục X là trục vuông góc với trục Z. Chiều dương của của trục (+X) là chiều dao dịch chuyển hướng từ tay trái sang tay phải. Chiều âm (- X) là chiều ngược lại.
- Ngón tay trỏ là trục Y
Trục Y là trục vuông góc với trục X và trục Z. Chiều dương của trục Y là chiều hướng từ cổ tay đến đầu ngón trỏ. Chiều âm là chiều ngược lại.
- Ngón tay giữa là trục Z.
Trục Z trùng với trục chính của máy. Chiều dương của trục Z (+Z) là dao chạy ra xa bề mặt gia công. Chiều âm (- Z) là chiều dao ăn sâu vào vật liệu.
Ngoài ra ở một số máy CNC cao cấp hơn sẽ có thêm những trục sau:
- Trục A là trục quay quanh trục X.
- Trục B là trục quay quanh trục Y.
- Trục C là trục quay quanh trục Z.
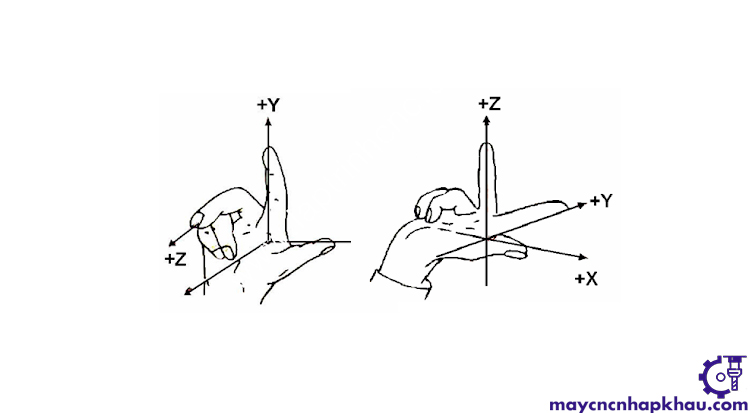
Quy tắc bàn tay phải
Nếu máy CNC có trục chính cố định, không xoay nghiêng được. Trục Z nằm song song với trục chính hoặc chính là đường tâm trục đó.
Nếu trục chính xoay nghiêng được và chỉ có một vị trí xoay nghiêng song song với một trục tọa độ nào đó, thì chính trục tọa độ đó là trục Z.
Nếu trục chính xoay nghiêng được song song với nhiều trục tọa độ khác nhau thì trục Z là trục vuông góc với bàn kẹp chi tiết chính của máy.
Nếu máy có nhiều trục chính công tác, ta sẽ chọn một trong số đó là trục chính theo cách ưu tiên trục nào có đường tâm vuông góc với bàn kẹp chi tiết.
Nếu máy không có trục chính công tác hì trục Z là trục vuông góc với bàn kẹp chi tiết.
3. Các mối quan hệ trên trục Z máy CNC
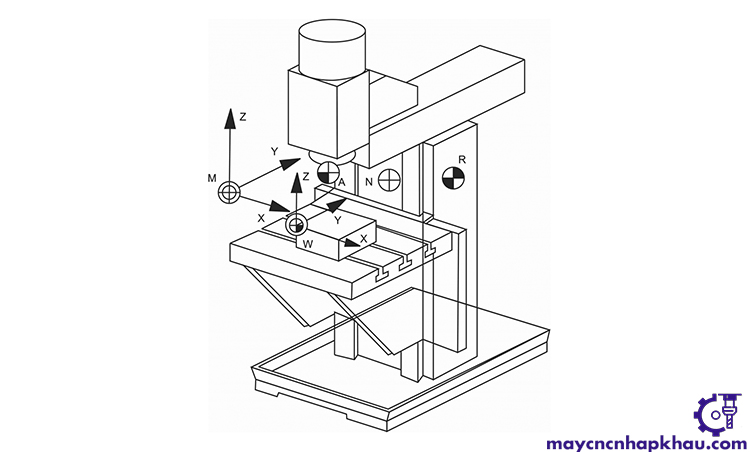
Để hiểu các nguyên lý chung về bù chiều dài dao (bù trục Z máy CNC), hãy xem xét minh họa về gá lắp trên máy phay đứng CNC dưới đây:
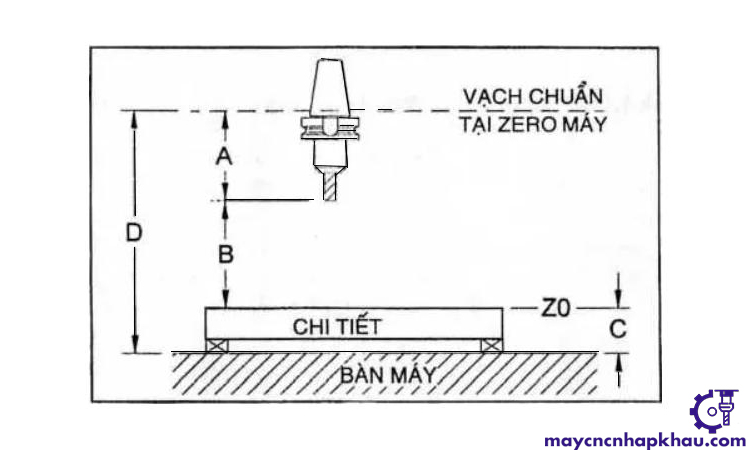
Các quan hệ trên trục Z của máy, dao cắt, mặt bàn máy và chiều dao chi tiết
Hình trên biểu thị sự gá lắp trên máy phay đứng CNC, chiều từ phía trước máy, (phía người vận hành).
Cột trục chính đặt tại vị trí Zero máy. Đây là vị trí chuyển đổi giới hạn đối với hành trình trục Z dương và cần thiết để thay dao tự động trên hầu hết mọi máy phay CNC.
Cả 4 kích thước trên hình đều có thể được xác định một cách dễ dàng. Chúng luôn luôn được coi là kích thước đã biết hoặc kích thước cho trước. Là cơ sở để xác lập máy một cách chính xác.
- Kích thước A là khoảng cách giữa vạch chuẩn dao và đỉnh cắt của dao.
- Kích thước B là khoảng cách giữa đỉnh cắt của dao và Zo (Zero chương trình của chi tiết)
- Kích thước C là chiều cao của chi tiết (khoảng cách giữa mặt bàn máy và Z0 của chi tiết)
- Kích thước D là tổng của 3 kích thước nêu trên (khoảng cách giữa mặt bàn máy và vạch chuẩn dao)
Trên hình, kích thước D luôn luôn được biết trước. Do đây là khoảng cách được các nhà chế tạo máy CNC xác định. C (chiều cao chi tiết với các khoảng hở) có thể chưa được biết. Nhưng có thể xác định nó một cách dễ dàng khi chuẩn bị gá lắp chi tiết.
A là khoảng cách giữa vạch chuẩn dao và đỉnh cắt của dao. Hiện tại không có phương pháp xác định kích thước này, trừ phương pháp đo thực tế.
4. Hướng dẫn bù trục Z máy CNC
Các lệnh G43 G44 G49 được dùng để bù chiều dài dao (bù trục Z máy CNC).
Tính năng bù vị trí chỉ áp dụng cho các trục X và Y, và không áp dụng cho trục z. Trong hầu hết các trường hợp, trục Z được điều khiển bằng phương pháp bù khác — được gọi là bù chiều dài dao.
Cả 3 lệnh này đều chỉ áp dụng cho trục Z. G43 G44 chỉ có thể được sử dụng với chỉ số bù được gán từ địa chỉ H. Tiếp sau địa chỉ H phải được gán từ 1 đến 3 chữ số. Tùy theo lượng bù khả dụng trong hệ thống.
| Mã lệnh | Miêu tả |
| G43 | Bù chiều dài dao dương |
| G44 | Bù chiều dài dao âm |
| G49 | Xóa bù chiều dài dao |
| H00 | Xóa bù chiều dài dao |
| H | Chọn bù chiều dài dao |
Bù chiều dài dao thường được lập trình trong chế độ tuyệt đối G90. Mục nhập chương trình sẽ là lệnh G43 hoặc G44. Tiếp theo là vị trí đích trên trục Z và chỉ số bù H.
Ví dụ: N66 G43 Z1.0 H04
Xem thêm hướng dẫn bù chiều dài dao (bù trục Z máy CNC)
5. Lỗi trục Z máy CNC
5.1. Lỗi mất bước
- Nguyên nhân
-
- Động cơ quá tải khi chạy với tốc độ cao
- Sử dụng step motor, step chạy quá nhanh rất dễ dẫn đến mất bước
- Do lỗi bơm dầu cho máy chưa đúng cách
- Cách khắc phục
-
- Nếu nguyên nhân nằm ở tốc độ thì nên kiểm tra lại tốc độ cài đặt, tránh cho tốc độ tối đa chạy trong thời gian dài dễ gây quá tải
- Nên chọn Máy CNC có động cơ servo để tăng độ ổn định so với động cơ step motor
- Chú trọng bảo trì, bảo dưỡng, bơm dầu định kỳ máy đúng cách
5.2. Lỗi trục Z bị lệch
- Nguyên nhân
Sau 1 thời gian hoạt động nếu máy có kết cấu các trục không chắc chắn hoặc máy sử dụng động cơ step không đủ momen khi đảo chiều thì dễ gây ra lỗi lệch trục Z máy CNC theo thời gian.
- Cách khắc phục: Nên cho máy chạy không tải đến khi nào về đúng gốc tọa độ.
Việc hiểu rõ về trục Z máy CNC không những giúp cho việc lập trình máy dễ dàng hơn. Mà từ đó còn giúp bạn khắc phục các lỗi liên quan đến trục Z một cách dễ dàng và nhanh chóng hơn. Góp phần tiết kiệm thời gian và công sức.