Hiện nay có nhiều hệ điều khiển được sử dụng trên máy phay CNC như FANUC, HAAS, SIEMENS SINUMERIK,… Nhưng FANUC được sử dụng phổ biến và phù hợp cho những người mới bắt đầu học về lập trình máy CNC. Người lập trình sẽ thiết lập các chương trình phay CNC, và hệ điều khiển sẽ là cầu nối giữa máy phay CNC và máy tính. Các thao tác hoạt động của máy phay CNC được điều khiển thông qua các lệnh đã lập trình và đưa vào chạy trên máy CNC. Bài viết này sẽ cung cấp một số chương trình phay CNC cơ bản trong hệ điều khiển FANUC được sử dụng phổ biến hiện nay.
Máy phay CNC hoạt động theo 3 trục X, Y, Z:
- Trục X điều khiển bàn máy di chuyển theo phương X.
- Trục Y điều khiển bàn máy di chuyển theo phương Y.
- Trục Z điều khiển dụng cụ cắt di chuyển lên xuống theo phương Z.
Dưới đây là một số ví dụ về chương trình phay CNC.
1. Chương trình phay CNC cho người mới bắt đầu
Chương trình phay CNC được thực hiện như sau:
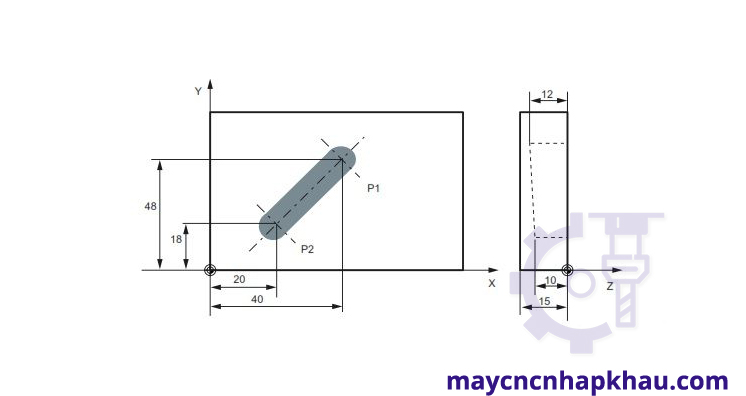
N05 G0 G90 X40 Y48 Z2 S500 M3
N10 G1 Z-12 F100
N15 X20 Y18 Z-10
N20 G0 Z100
N25 X-20 Y80
N30 M2
Trong đó:
N05: Dao chạy ngang nhanh trên P1, đồng thời 3 trục. Với tốc độ trục chính 500 vòng / phút, theo chiều kim đồng hồ.
N10: Z-12 được đưa vào, tiến dao 100 mm/ phút.
N15: Dao di chuyển trên một đường thẳng trong không gian trên P2.
N20: Rút dao nhanh.
N30: Kết thúc chương trình.
2. Chương trình phay CNC G02/ G03 nội suy cung tròn
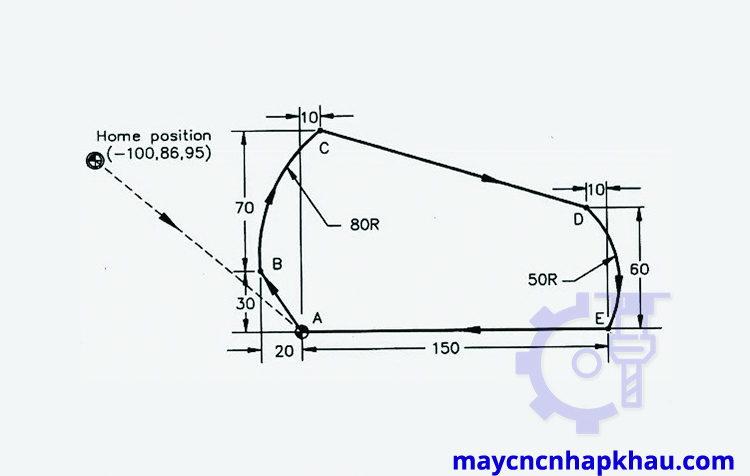
Chương trình phay CNC được thực hiện như sau:
N5 G90 G71
N10 T1 M6
N15 G92 X-100 Y86 Z95
N20 G0 X0 Y0 S2500 M3
N25 Z12.5
N30 G1 Z12.5 F150
N35 X-20 Y30
N40 G2 X10 Y100 R80
N45 G1 X140 Y60
N50 G2 X150 Y0 R50
N55 G1 X0 Y0
N60 G0 Z12,5
N65 G91 G28 Z0 M5
N70 G91 G28 X0 Y0
N75 M30
Trong đó:
N5: Định vị tuyệt đối, đơn vị đo lường.
N10: Thay đổi công cụ thành T1.
N15: xác định điểm không làm việc tại A.
N20: di chuyển nhanh đến A, trục chính (2500 RPM, CW).
N25: giảm 12,5 mm trên Z0.
N30: tiến tới Z-12,5, tốc độ tiến dao 150 MMPM.
N35: cắt đường AB đến B.
N40: cắt cung BC đến C.
N45: cắt cung CD đến D.
N50: cắt cung DE đến E.
N55: cắt đường EA đến A.
N60: trở về Z12.5.
N65: trở về điểm tham chiếu theo hướng Z, trục chính tắt.
N70: quay trở về điểm tham chiếu theo hướng X và Y.
N75: kết thúc chương trình.
3. Chương trình phay CNC G03 G90 G91
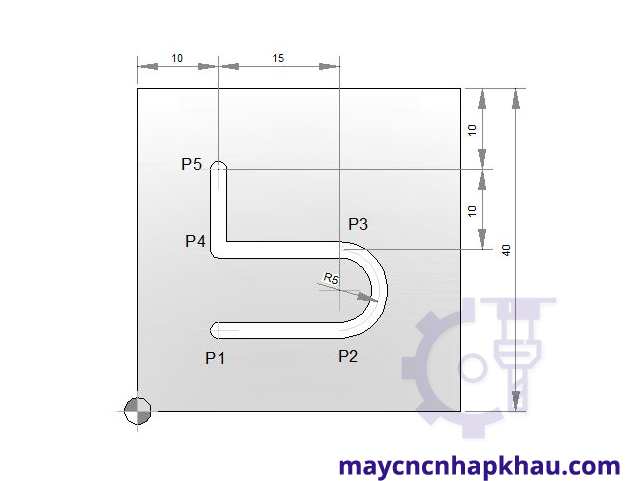
Chương trình chuyển đổi từ chế độ chương trình tuyệt đối G90 sang chế độ chương trình tăng dần G91.
|
Chương trình tuyệt đối G90 |
Chương trình gia tăng G91 |
| N10 T1 M6 M3 G43
N15 S2000 F80 N20 G0 X10 Y10 Z1 (P1) N25 F30 N30 G1 Z-2 N35 X25 F80 (P2) N40 G3 X25 Y20 I0 J5 (P3) N45 G1 X10 (P4) N50 Y30 (P5) N55 G0 Z100 G49 N60 M30 |
N10 T1 M6 M3 G43
N15 S2000 F80 N20 G0 X10 Y10 Z1 N25 F30 N30 G1 Z-2 N35 G91 X15 F80 N40 G3 X0 Y10 I0 J5 N45 G1 X-15 N50 Y10 N55 G90 G0 Z100 G49 N60 M30 |
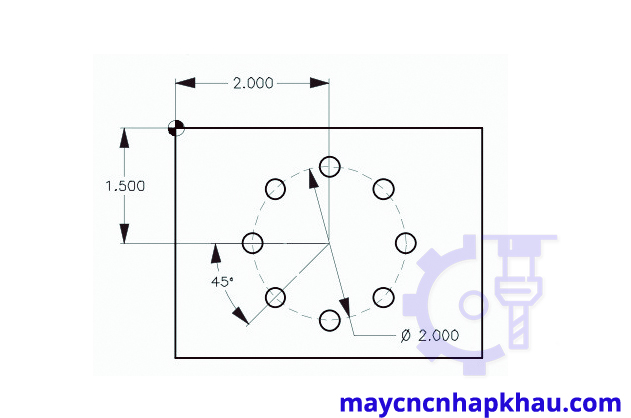
4. Chương trình phay CNC định dạng vòng tròn lỗ bu lông G70
G70 IJL
I = Bán kính của đường tròn lỗ bu lông (+ CCW / – CW).
J = Góc bắt đầu của lỗ đầu tiên (0 đến 360 ° CCW từ phương ngang ở vị trí 3 giờ).
L = Số lỗ cách đều nhau xung quanh vòng tròn lỗ bu lông.
Ví dụ chương trình cnc sau đây sử dụng chu kỳ khoan G81 kết hợp với vòng tròn lỗ bu lông G70. Để khoan 8 lỗ cách đều nhau trong một vòng tròn bán kính 1 inch.
Chương trình phay CNC được thực hiện như sau:
O0009
N1 T1 M06
N2 G90 G54 G00 X2. Y-1.5 (Vị trí tâm của vòng tròn lỗ bu lông)
N3 S1451 M03
N4 G43 H01 Z1. M08
N5 G81 G99 Z-0.45 R0.1 F8. L0
N6 G70 I1. J0. L8
N7 G80 G00 Z1. M09
N8 G53 G49 Z0. M05
N9 M30
5. Chương trình phay rãnh CNC
Yêu cầu phay:
- Đối với phay mặt, lấy tốc độ 1200 vòng / phút & tiến dao 100 mm / phút.
- Đối với lỗ khoan, lấy tốc độ 1200 vòng / phút & tiến dao 80mm / phút.
- Đối với phay rãnh, lấy tốc độ 1200 vòng / phút & tiến dao 120mm / phút.
- Lấy đường kính lỗ là 15mm.
- Sử dụng hệ tọa độ tuyệt đối.
Trình tự hoạt động như sau:
Bước 1: Đặt điểm tham chiếu, hệ thống cuộn dây, công cụ, cung cấp giá trị tốc độ và nguồn cấp dữ liệu.
Bước 2: Đặt dao cắt để bù bán kính lệch trái.
Bước 3: Đặt công cụ tại A, bắt đầu trục chính & đưa nguồn cấp dữ liệu xuống (hướng -Z).
Bước 4: Tiến hành cắt thêm mặt bên và dừng trục chính tại A.
Bước 5: Di chuyển công cụ tại điểm ref & đặt dụng cụ để cắt rãnh.
Bước 6: Di chuyển công cụ đến P, khởi động trục chính & đưa xuống cấp liệu.
Bước 7: Tiến hành cắt tiếp quá trình phay rãnh và dừng trục chính tại S.
Bước 8: Di chuyển công cụ tại điểm ref & thiết lập dụng cụ để khoan.
Bước 9: Di chuyển công cụ đến P, bắt đầu trục chính và cung cấp độ sâu cắt đầy đủ.
Bước 10: Di chuyển công cụ lên và dừng trục chính.
Bước 11: Mang lại dụng cụ tại điểm bắt đầu.
Bước 12: Kết thúc chương trình.
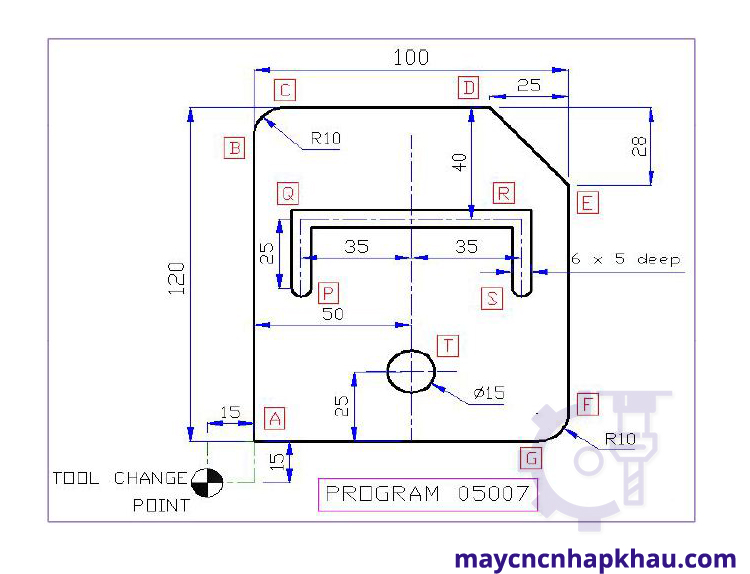
Chương trình phay rãnh được thực hiện như sau:
| Lệnh | Miêu tả |
| 5007 | |
| N001 G71 G90 | Đặt loại kích thước mm, đặt hệ tọa độ tuyệt đối |
| N002 G92 X-15.0 Y-15.0 Z0.0 T01 F100 S1200 | Đặt điểm tham chiếu -15, -15, 0. Dụng cụ phay mặt T01. Nguồn cấp dữ liệu 100mm / vòng quay, tốc độ trục chính 1200 vòng / phút |
| N003 G41 G00 X0.0 Y0.0 Z2.0 | BẬT bù bán kính dao cắt sang trái, di chuyển dao ở A & tạo khoảng hở 2mm trước khi bắt đầu quay trục chính |
| N004 G01 Z-15.0 M03 | Khởi động trục chính. Di chuyển công cụ xuống, theo hướng Z để cắt với nguồn cấp dữ liệu. Thực hiện M03 đầu tiên |
| N005 G01 X0.0 Y110.0 | Chuyển đến B tuyến tính |
| N006 G02 X10.0 Y120.0 R10.0 | Di chuyển đến C với phép nội suy cung tròn theo chiều kim đồng hồ với bán kính = 10 |
N007 G01 X75.0 |
Chuyển đến D tuyến tính |
| N008 G01 X100.0 Y92 .0 | Chuyển đến E tuyến tính |
| N009 G01 Y10.0 | Chuyển đến F tuyến tính |
| N010 G02 X90.0 Y0.0 R10.0 | Chuyển đến G với phép nội suy cung tròn theo chiều kim đồng hồ với bán kính = 10 |
| N011 G01 X0.0 | Chuyển đến A tuyến tính |
| N012 Z2.0 M05 | Tăng 2mm theo hướng Z để có khe hở. Dừng quay trục chính tại đây M05 sẽ thực hiện lần cuối. |
| N013 G40 G00 X-15.0 Y-15.0 | TẮT bù bán kính dao cắt. Di chuyển công cụ đến điểm đặt tham chiếu. |
| N014 M06 T02 F120 | Thay đổi dao cắt và sử dụng dao T02 – đây là dụng cụ dành cho máy phay rãnh có đường kính 6mm. Đặt nguồn cấp dữ liệu là 120mm/ vòng quay. |
| N015 G00 X15.0 Y55.0 | Di chuyển nhanh công cụ đến P. |
| N016 G01 Z-5.0 M03 | Khởi động trục chính. Di chuyển dao xuống 5mm, theo hướng Z để cắt với tiến dao – thực hiện M03 sẽ đầu tiên. |
| N017 Y80.0 | Chuyển đến Q tuyến tính |
| N018 X85.0 | Chuyển đến R tuyến tính |
| N019 Y80.0 | Chuyển đến S tuyến tính. |
| N020 Z2.0 M05 | Tăng 2mm theo hướng Z để có khe hở. Dừng quay trục chính – ở đây M05 sẽ thực hiện sau cùng. |
N021 G00 X-15.0 Y -15.0 |
Di chuyển công cụ đến điểm đặt tham chiếu. |
| N022 M06 T03 F80 | Thay đổi công cụ và sử dụng công cụ T03 – mũi khoan có đường kính 15mm. Đặt nguồn cấp dữ liệu là 80mm / vòng. |
| N023 G00 X50.0 Y25.0 | Di chuyển công cụ thành ‘T’ |
| N024 G01 Z-20.0 M03 | Giảm 20mm để đảm bảo độ sâu của lỗ. |
| N024 Z2.0 M05 | Tăng 2mm theo hướng Z để có khe hở. Dừng quay trục chính – ở đây M05 sẽ thực hiện cuối cùng. |
| N025 G00 X-15.0 Y-15.0 | Di chuyển công cụ đến điểm đặt tham chiếu. |
| N026 M30 | Dừng chương trình. |
Trên đây là một số ví dụ chương trình phay CNC cơ bản. Để hiểu rõ hơn về các chương trình phay CNC cũng như cách vận hành máy cơ bản. Người lập trình nên tham khảo ý kiến chuyên gia hoặc nhà cung máy.
Máy CNC Nhập Khẩu là đơn vị cung cấp đa dạng các loại máy phay CNC chính hãng. Chúng tôi còn hỗ trợ tư vấn chương trình phay CNC, giúp doanh nghiệp lập trình và vận hành máy hiệu quả hơn. Và một số dịch vụ ưu đãi khi mua máy như chuyển giao công nghệ, bảo hành bảo dưỡng, vận chuyển tận xưởng,…
Quý doanh nghiệp có nhu cầu mua máy phay CNC và nhận tư vấn chương trình phay CNC vui lòng để lại thông tin liên hệ trong form bên dưới.