Việc vận hành máy phay CNC có thể là không dễ dàng cho những người mới tìm hiểu về máy. Vì thế để thông thạo cách sử dụng máy phay CNC, cần phải tìm hiểu rõ về hướng dẫn vận hành máy phay CNC. Điều này không những giúp cho các hoạt động máy trở nên dễ dàng và nhanh chóng hơn. Mà còn giúp đảm bảo hiệu quả sản xuất và giảm thiểu các sai sót khi gia công phay CNC.

1. Quy trình gia công phay CNC
Quy trình gia công phay CNC gồm có 5 bước cơ bản sau:
Bước 1: Thiết kế mô hình CAD trên máy tính
Sử dụng chương trình CAD để tạo các tệp mô phỏng hình dạng sản phẩm cần sản xuất trên máy tính.
Bước 2: Chuyển tệp CAD thành chương trình phay CNC
Chuyển tệp CAD thành các mã lệnh và cài đặt chúng lên máy tính.
Bước 3: Chuẩn bị máy phay CNC
Quá trình chuẩn bị máy gồm các hoạt động sau:
- Kiểm tra kích thước và đặt phôi lên máy phay CNC.
- Lắp dụng cụ cắt vào kho dao.
- Chỉnh các thông số máy về 0.
- Tải chương trình phay CNC đã thiết lập lên máy.
Bước 4: Thực hiện hoạt động gia công phay CNC
Máy phay CNC sẽ thao tác trên phôi một cách tự động, dưới sự điều khiển của chương trình CNC được cài đặt ở các bước trên.
Bước 5: Giám sát hoạt động gia công phay CNC
Người vận hành nên giám sát quá trình gia công để đảm bảo rằng máy đang hoạt động đúng theo tiến trình. Không nên can thiệp thủ công khi máy đang vận hành để giảm thiểu tai nạn lao động.
Vận hành máy phay CNC nằm trong bước 4 của quy trình gia công phay CNC. Bài viết này sẽ cung cấp thông tin chi tiết nhất về hướng dẫn vận hành máy phay CNC.
2. Hướng dẫn vận hành máy phay CNC
Để quá trình gia công phay CNC có thể diễn ra nhanh chóng và hiệu quả. Yêu cầu người vận hành phải hiểu rõ và thông thạo quá trình vận hành máy.
Quy trình vận hành máy phay CNC gồm 9 bước cơ bản như sau:
Bước 1: Làm sạch bề mặt chi tiết
Kiểm tra và làm sạch bề mặt chi tiết, bàn máy, gồ gá bằng vải. Để đảm bảo rằng không có giọt dầu, dao cắt hay vật liệu liệu còn sót lại.

Bước 2: Lắp đặt dao
Chuẩn bị các dao phay cần cho quá trình gia công và đặt chúng vào kho dao. Máy sẽ tự động đưa từng công cụ vào đầu dò và sẽ phát ra một tiếng bíp khi dao được đưa vào đúng vị trí.

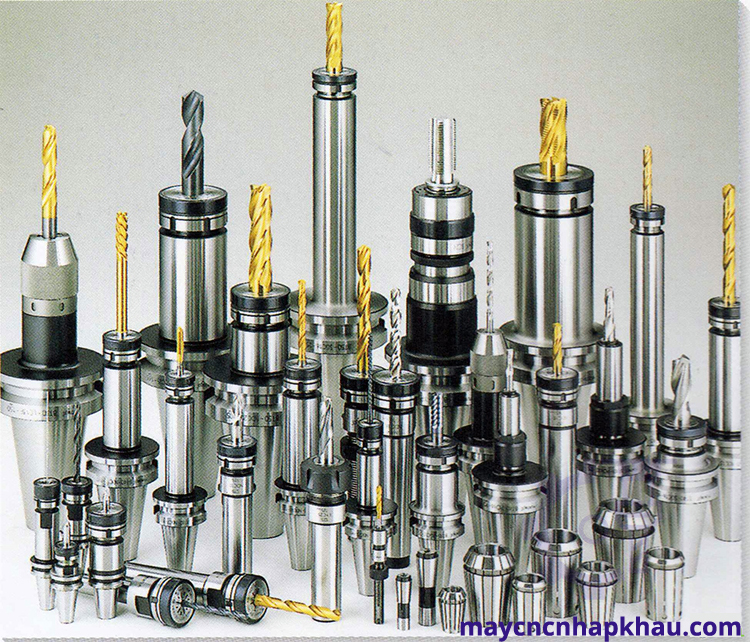
Kho dao
Đối với máy phay CNC, bộ dao cắt sẽ gồm 2 phần là mũi dao và giá đỡ dao. Trong đó giá đỡ dao sẽ được gắn trực tiếp vào đầu trục chính. Tùy vào đường kính dao mà chọn đồ gá cho phù hợp.
Giá đỡ dao là một dụng cụ tiêu chuẩn, có độ côn nhất định, thường được đi kèm theo máy. Tùy theo loại và kích thước mũi dao mà chọn giá đỡ dao.
Bước 3: Offset dao
Quá trình offset dao và offset phôi sẽ ảnh hưởng trực tiếp đến hình dáng, kích thước của chi tiết sau gia công. Vì vậy người vận hành cần thực hiện chính xác các thao tác thiết lập, cũng như đo kiểm trong quá trình offset dao.
Các bước offset dao trong quá trình vận hành máy phay CNC:
- Để đầu chạm trên băng máy, mặt đầu ê tô hoặc mặt đầu phôi.
- Chọn dụng cụ cắt cần offset, ví dụ dao số T03.
- Di chuyển trục Z nhấn vào mặt đầu của đầu chạm đến vị trí 0. Lúc này mặt đầu dao sẽ cách mặt đầu phôi là 50mm. Lưu ý: Trục chính không quay. Ghi nhớ tọa độ Z Machine.
- Mở bảng offset dao và chọn mục offset, di chuyển trỏ đến vị trí Geom (H).
- Chọn vị trí nhập giá trị offset cho chiều dài dao số 3 ở hàng số 3. Nhập giá trị Z Machine đã ghi nhớ ở trên vào vị trí (Ví dụ -236.36) sau đó nhấn Input. Sau đó máy sẽ xuất kết quả offset dao trên màn hình bảng điều khiển.

Sau khi offset dao, cần kiểm tra lại các thông số như sau:
- Di chuyển dao ra xa chi tiết gia công.
- Dùng chế độ MDI để kiểm tra tọa độ offset dao, bằng cách cho chạy lệnh G (G54 – G59).
- Di chuyển bàn và đánh giá bằng tọa độ X, Y, Z trên ô ABSOLUTE.
- Di chuyển trục X đến X0, Y0, Z0.
- Nếu X0, Y0, Z0 phù hợp với vị trí điểm chuẩn cần thiết lập thì các thao tác thiết lập điểm chuẩn gia công đã chính xác.
- Nếu không phù hợp thì phải kiểm tra lại các bước làm sai. Thông thường sai ở bước tính giá trị X, Y và nhập giá trị vào ô nhớ.
Bước 4: Set phôi
Để gia công phay CNC phôi cần được đặt vào đồ gá trên bàn máy. Người thực hiện gá phôi cũng cần có những kỹ năng và kinh nghiệm để nó không va chạm với dao khi di chuyển. Và tránh bị lệch khi gia công, đảm bảo phôi không bị trầy hay móp tại những điểm quan trọng. Sau đó thực hiện offset phôi như sau để xác định vị trí X0, Y0.
- Chọn đầu dò cạnh trên đài dao hoặc thay đầu dò cạnh vào trục chính.
- Cho trục chính quay và đánh lệnh đầu dò cạnh.
- Di chuyển trục X, Y để đầu dò cạnh chạm vào vị trí cần báo X0. Y0. Cho đến khi đầu dò không còn đảo. Chú ý quan sát không còn khe hở giữa đầu dò và mặt cạnh của chi tiết.
- Mở bảng offset dao và chọn mục Work.
- Chọn vị trí nhập giá trị offset cho X, Y tại gốc G54 – G59. Nhập X+ (-) bán kính đầu chạm. Sau đó nhấn Measure.
- Kiểm tra lại quá trình set phôi: So sánh giá trị X, Y trong bảng offset và giá trị tọa độ X, Y Machine của máy. Giá trị X, Y trong bảng offset sẽ bằng với toạ độ X, Y Machine.

Set phôi trong máy phay CNC
-
Set phôi theo trục Y
Di chuyển trục Z hướng lên trên (+), để khi di chuyển trục Y tránh va chạm với chi tiết. Chọn trục Y để di chuyển dao cắt về tọa độ gia công (G54).
Di chuyển trục Y sao cho khoảng cách giữa chi tiết nằm trên bàn máy và dao cắt gần chạm vào nhau, hãy giảm cấp tốc độ di chuyển xuống 0,01 mm. Đặt một mảnh giấy giữa dao cắt và chi tiết gia công.
Tiếp tục di chuyển chậm, tại một thời điểm giấy sẽ chạm với dao cắt thì dừng di chuyển trục Y, đây là giá trị vị trí trục được yêu cầu cho cài đặt bù.
Nhập giá trị trục Y vào bảng Offset trên màn hình điều khiển máy CNC.
- Thiết lập bù trừ phôi theo trục Y
Di chuyển thủ công trục Z xuống cho đến khi đầu của công cụ ở gần vị trí Z0. Lấy một mảnh giấy đặt đặt giữa dao cắt và chi tiết gia công và giữ nó. Giảm cấp tốc độ di chuyển xuống 0,01 mm cho đến khi mảnh giấy bị kẹt và không thể kéo được do dao cắt đã chạm với bề mặt chi tiết gia công. Chuyển đến trang bù trừ chiều dài dao vào bảng Offset và nhập giá trị Z.
Sau khi hoàn thành quy trình trên, khi chương trình chạy ở chế độ tự động, máy cắt sẽ bắt đầu tại điểm G00 X0 Y0 hoạt động.
Bước 5: Bù trừ gia công
Trong quá trình gia công, dao có thể mòn. Khi đó cần phải bù trừ phần mòn này cho dao.
- Bù vị trí theo trục Z
Tính năng bù vị trí chỉ áp dụng cho trục X, Y. Không áp dụng cho trục Z. Trong hầu hết các trường hợp, trục Z được bù bằng cách khác, gọi là bù chiều dài dao.
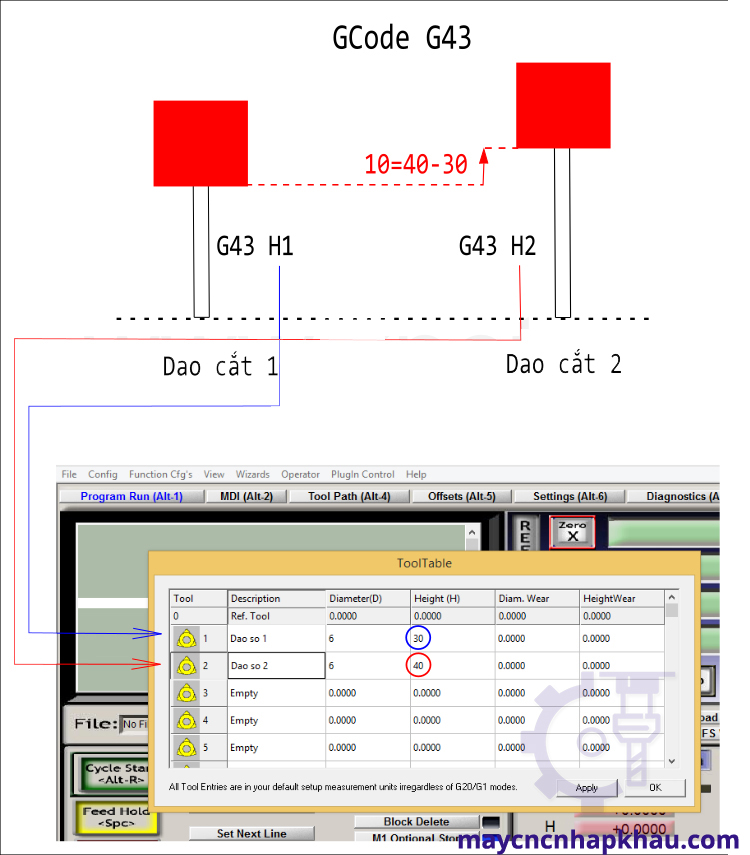
Các lệnh liên quan đến bù chiều dài dao là: G43, G44, G49
| G43 | Bù chiều dài dao dương. |
| G44 | Bù chiều dài dao âm. |
| G49 | Xóa bù chiều dài dao. |
| H00 | Xóa bù chiều dài dao. |
| H | Chọn số bù chiều dài dao. |
Bù chiều dài dao thường được lập trình trong chế độ tuyệt đối G90. Mục nhập chương trình là lệnh G43, G44. Tiếp theo là vị trí trên trục Z và chỉ số bù H.
N66 G43 Z1.0 H04
Bước 6: Kiểm tra dầu tưới nguội, làm mát
Dầu tưới nguội có tác dụng làm giảm lượng nhiệt, độ mài mòn dao và làm tăng tuổi thọ máy. Giúp máy hoạt động lâu dài, hiệu suất cao, chất lượng thành phẩm đáp ứng đúng thiết kế kỹ thuật,…
Cần chọn loại dầu tưới nguội phù hợp với từng loại máy phay CNC. Trong quá trình vận hành máy, cần kiểm tra lượng dầu tưới nguội để đảm bảo máy được làm mát đầy đủ.

Bước 7: Tải chương trình CNC
Tải chương trình CNC từ máy tính tới máy CNC dùng giao tiếp RS – 232, bộ nhớ USB, hoặc đĩa mềm. Chương trình CNC được viết ra từ các phần mềm CAD/ CAM.
Sử dụng các phần mềm kiểm tra chương trình để loại bỏ hết các lỗi có thể xảy ra trước khi chạy.
- Chọn chế độ EDIT, chọn PRG.
- Nhập tên chương trình. Ví dụ O0001 > Bấm nút INSERT > EOB > INSERT. Tên chương trình O0001 sẽ hiện trên màn hình. Nếu tên này đã tồn tại trong bộ nhớ thì máy sẽ mở ra, nếu chưa có thì phải tạo file mới.
- Sau đó tiến hành nhập các câu lệnh.
Ví dụ nhập câu lệnh “G90 G94 G21 G17 G40 G49 G80;”, có thể bấm như sau:
G90 G94 G21 G17 G40 G49 G80; Bấm INSERT.
- Tuần tự như vậy, nhập cho đến hết các câu lệnh chương trình vào máy.
- Để xóa một lệnh, cần di chuyển con nháy đến vị trí cần xóa và bấm DELETE.
- Dùng phím ALTER để thay thế.
- Để chèn một lệnh, di chuyển con nháy đến trước vị trí cần chèn và bấm INSERT.
Bước 8: Tiến hành chạy máy
Quá trình chạy thử (test máy) là rất cần thiết cho gia công hàng loạt, hoặc gia công lần đầu tiên. Để đảm bảo rằng không có bất thường nào khi vận hành máy.
- Chọn chế độ EDIT > Chọn chương trình cần gia công > Bấm mũi tên hướng xuống.
- Bấm RESET cho con trỏ về đầu chương trình.
- Chuyển sang vị trí AUTO.
- Bấm CYCLE START để bắt đầu chạy máy.
- Bấm POS để kiểm tra giá trị các tọa độ.
- Sau khi máy đã chạy ổn định, có thể tăng tốc độ chạy dao lên 25% hoặc 50%.
- Để dừng tạm thời chương trình gia công, bấm FEEDHOLD.
- Bấm START để tiếp tục gia công.
Người vận hành cần cẩn thận đọc mọi dòng lệnh được lập trình. Theo dõi từng chuyển động của máy, để có thể dừng máy kịp lúc nếu xảy ra lỗi.
Bước 9: Tắt máy và kiểm tra sản phẩm
Sau khi đã hoàn thành gia công sản phẩm, bấm nút thoát khỏi chương trình để tắt máy. Sau đó cần tháo dao khỏi mâm cặp, dọn sạch vùng làm việc. Cần đặt dao ở vị trí ban đầu để dễ dàng tìm thấy nó khi gia công lần sau.
Người vận hành nên kiểm tra, đo lường các sai số của sản phẩm và đánh giá chất lượng. Để đảm bảo sản phẩm gia công có chất lượng và độ chính xác cao nhất.

3. Lưu ý khi vận hành máy phay CNC
Sau đây là một số lưu ý quan trọng mà người vận hành cần biết để vận hành tốt máy phay CNC cũng như bảo vệ an toàn cho chính mình.
– Trước khi vận hành
- Mặc quần áo lao động và các thiết bị bảo hộ để tránh tiếp xúc vật liệu thừa trong gia công.
- Tiến hành bôi trơn và bảo dưỡng theo yêu cầu.
- Tất cả các bước vận hành máy phải được thực hiện khi đã có sự hướng dẫn. Không được khởi động máy mà không có sự cho phép.
- Khi kẹp phôi cần xử lý cẩn thận để tránh va đập với bàn làm việc. Kiểm tra khả năng chịu lực của máy, không vận hành quá tải.
- Đảm bảo phôi được cố định chắc chắn trên bàn làm việc.
– Trong khi vận hành
- Khi máy đang hoạt động, không cho phép người khác chạm vào máy khi máy đang hoạt động. Không di chuyển giữa các máy và tránh xa các dụng cụ cắt đang quay.
- Chọn đúng tốc độ và dao cắt được khuyến nghị trong hướng dẫn sử dụng máy.
- Không được phép thay đổi tốc độ. Nếu thay đổi tốc độ hoặc dụng cụ, phải dừng hoàn toàn máy và công tắc ở vị trí tắt, để tránh các tai nạn không mong muốn.
- Kiểm tra xem chuyển động của trục chính và bàn làm việc. Đảm bảo chúng hoạt động đúng cách.
– Sau khi vận hành
- Sau khi tắt máy. Sử dụng bàn chải hoặc khăn để loại bỏ các vật liệu thừa xung quanh phôi và bệ máy.
- Kiểm tra sai số của sản phẩm để tìm hướng khắc phục.
- Tắt hệ thống điều khiển trước khi tắt nguồn điện chính của máy. Không sử dụng công tắc dừng khẩn cấp ở trạng thái không thật sự cần thiết.
Để đảm bảo hiệu quả gia công phay CNC và chất lượng sản phẩm cao nhất. Người vận hành cần thông thạo các hướng dẫn vận hành máy phay CNC. Bên cạnh đó, có thể tham khảo ý kiến từ các chuyên gia sử dụng máy hoặc nhà cung cấp máy. Để hiểu rõ hơn về quy trình gia công cũng như cách vận hành máy hiệu quả.
Máy CNC Nhập khẩu là một đơn vị chuyên cung cấp đa dạng các loại máy phay CNC với hiệu suất gia công cao nhất. Bao gồm máy phay đứng CNC, máy phay ngang CNC, máy phay giường CNC. Chúng tôi cam kết các sản phẩm chính hãng 100% và giá cả cạnh tranh nhất.
Quý doanh nghiệp có nhu cầu mua máy phay CNC và nhận tư vấn hướng dẫn vận hành máy phay CNC vui lòng để lại thông tin trong form dưới đây.