Trục chính là một bộ phận cực kỳ quan trọng trong các loại máy CNC. Việc hiểu rõ các loại trục chính máy CNC cũng như cách bảo quản chúng. Giúp doanh nghiệp không những chọn được các máy gia công phù hợp với từng loại trục chính, nâng cao hiệu quả gia công mà còn giúp tăng tuổi thọ trục chính nói riêng và tổng thể máy nói chung.
1. Trục chính máy CNC là gì?
Trục chính máy CNC là bộ phận tạo ra chuyển động quay của dụng cụ cắt. Chúng quyết định tốc độ cắt và khả năng tải cắt gọt của máy. Đồng thời ảnh hưởng đến độ chính xác của các sản phẩm chi tiết được gia công.
Trục chính ở các loại máy CNC giống nhau về tính năng và khác nhau ở vị trí lắp đặt vai trò gá kẹp. Đối với trục chính máy tiện CNC, các chi tiết cần gia công thường nằm phía trước chúng. Các công đoạn tiện tròn, tiện ren, tiện rãnh, tiện mặt thường được thực hiện nhờ chuyển động của trục chính làm cho các chi tiết quay tròn, kết hợp với chuyển động tịnh tiến của dao tiện CNC được gắn trên các trục phụ khác.
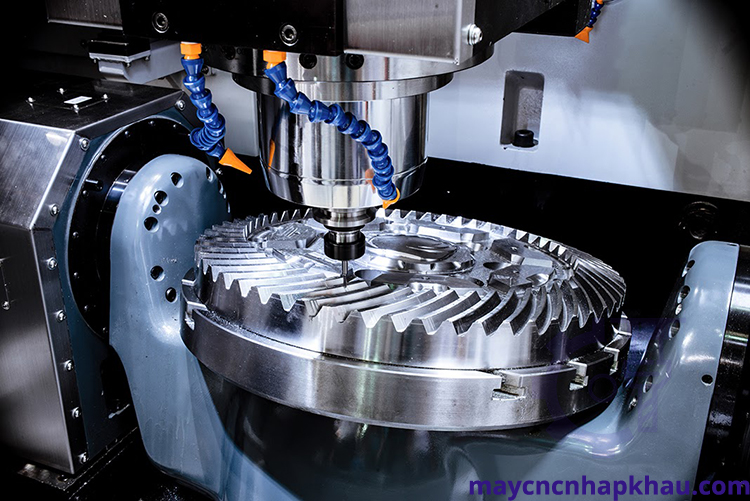
Với máy phay CNC thì các chi tiết thường được gá trên bàn máy, trục chính máy phay CNC thường gắn các dao phay CNC. Các công đoạn gia công cắt gọt, phay mặt phẳng, mặt trụ, bánh răng nhờ chuyển động của trục chính tạo ra chuyển động quay của phôi kết hợp với sự di chuyển của bàn máy.
Do tham gia trực tiếp vào quá trình gia công các phẩm cũng như quyết định độ chính xác của các chi tiết. Nên trục chính là bộ phận rất quan trọng trong cấu tạo máy CNC.
2. Cấu tạo trục chính máy CNC
Trục chính thường gồm 2 bộ phận chính là trục quay và động cơ truyền động. Chúng thường được làm bằng thép có độ cứng cao, có các gờ để giữ dụng cụ cắt và có đường trượt. Để dẫn hướng cho đầu dao di chuyển lên xuống theo phương Z.
Tùy vào loại trục chính mà chúng có cấu tạo khác nhau. Dưới đây là các bộ phận của trục chính truyền động trực tiếp: Bánh răng lò xo, động cơ quay, bộ phận quay, bộ phận đứng yên, hệ thống kẹp, bề mặt dụng cụ cắt, bạc đạn, lò xo giải nhiệt, két làm mát, ống lót,…
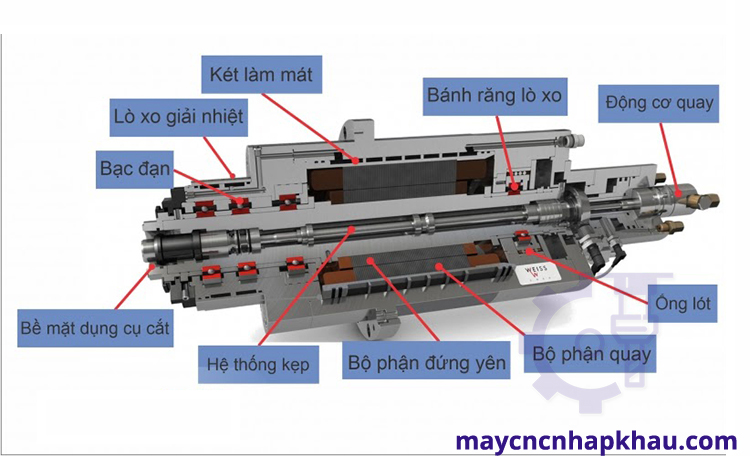
Cấu tạo trục chính dẫn động trực tiếp
3. Các loại trục chính máy phay CNC phổ biến hiện nay
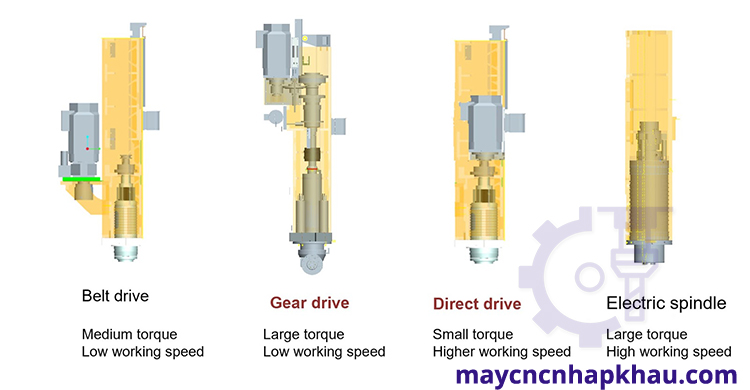
Có 4 loại trục chính thường được sử dụng trong máy CNC, đó là:
3.1. Trục chính dẫn động bằng đai (Belt type Spindle)
Trục được truyền chuyển động từ một động cơ bên ngoài thông qua bộ truyền đai răng hoặc đai thang. Trục này có lực momen ở mức trung bình và tốc độ gia công chậm. Vì vậy các máy CNC gắn trục chính này chỉ đáp ứng yêu cầu gia công không quá cao. Và chúng được sử dụng khá phổ biến trong máy gia công truyền thống.
Thông thường được khuyến cáo chạy liên tục thời gian dài chỉ ở mức 80% trên tổng tốc độ tối đa cho phép.
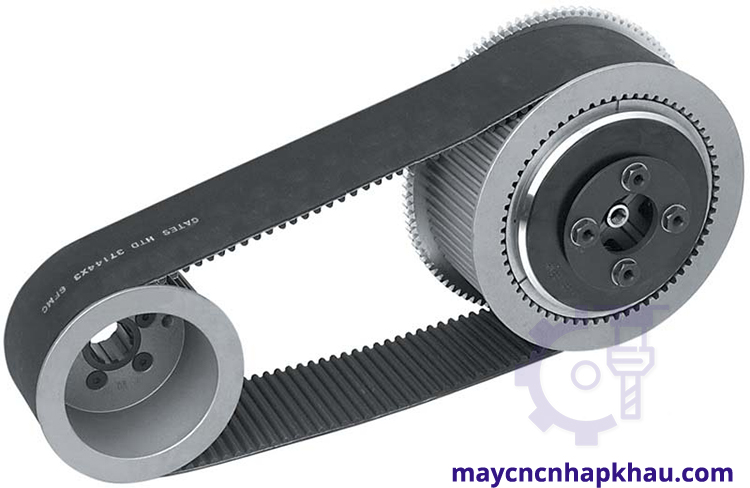
Dây đai
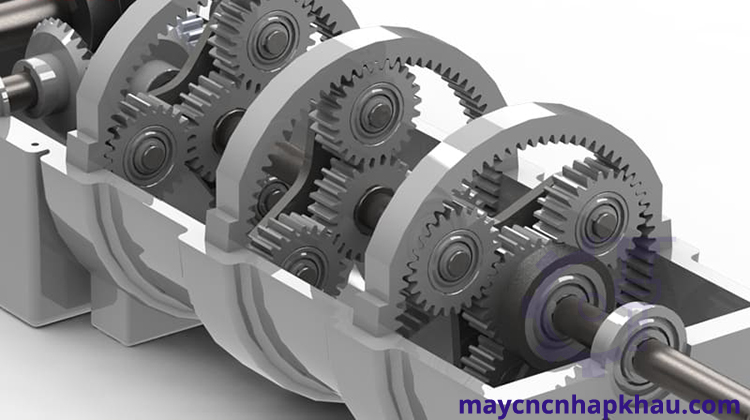
3.2. Trục chính chuyển động bằng bánh răng (Gearbox Type Spindle)
Trục được truyền chuyển động từ động cơ bên ngoài đến hệ thống bánh răng sau cùng mới đến trục chính. Trục chính này có thể đạt mô men xoắn cao ở số vòng quay thấp và chúng thường có nhiều dải cấp tốc độ. Tuy tốc độ gia công thấp nhưng nó tạo ra lực momen lớn nhất so với các loại trục chính còn lại. Vì vậy nó thường được ứng dụng trong gia công các sản phẩm có kích thước to, nặng.
Thông thường được khuyến cáo chạy liên tục thời gian dài chỉ ở mức 80% trên tổng tốc độ tối đa cho phép .
3.3. Trục chính được dẫn động trực tiếp (Direct type spindle)
Khác với 2 loại trục chính trên, trục chính này được truyền động trực tiếp từ động cơ. Tuổi thọ của trục chính này cao hơn tuổi thọ các trục chính trên. Tuy có tốc độ gia công nhanh nhưng mô men xoắn thấp và nó thường tạo ra lực tác động rất nhỏ. Vì vậy nó có thể hạn chế rung lắc và thường được ứng dụng gia công các chi tiết có yêu cầu về bề mặt gia công có độ bóng cao.
Thông thường được khuyến cáo chạy liên tục thời gian dài chỉ ở mức 80% trên tổng tốc độ tối đa cho phép.
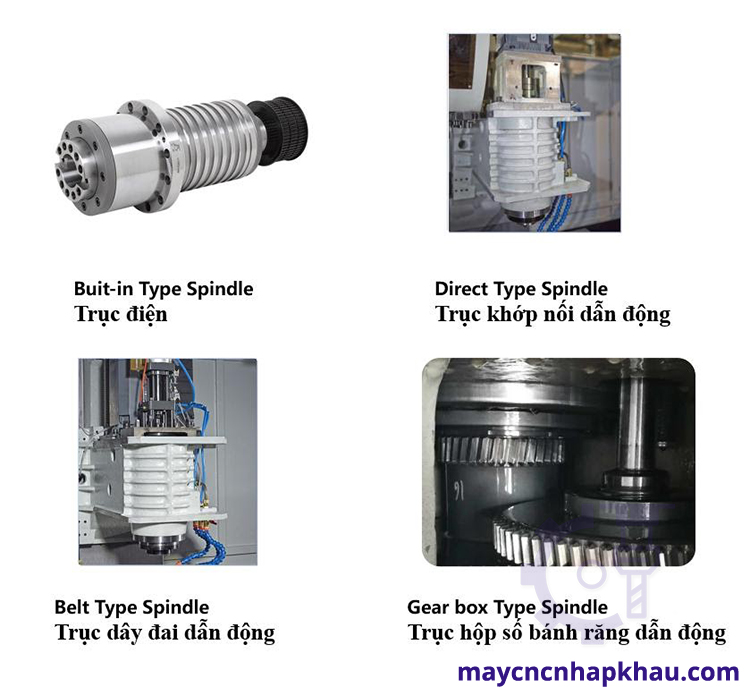
3.4. Trục chính được dẫn động tích hợp hay còn gọi là trục điện (Built-in type spindle)
Là giải pháp kỹ thuật hiện đại nhất hiện nay, nó mang lại hiệu suất hoạt động tốt hơn các trục chính khác. Vì nó vừa có tác động lực lớn vừa đạt tốc độ gia công cao. Ở loại này, động cơ có thể là đồng bộ hoặc không đồng bộ và thường được tích hợp vào kết cấu trục chính. Các ưu điểm trục chính này có thể kể đến như:
- Tạo ra tiếng ồn khi gia công thấp nhất.
- Thời gian khởi động và dừng thấp nhất đem đến năng suất gia công cao.
- Tốc độ gia công cao nhất. Tác động lực cũng rất cao gần bằng loại trục chính truyền động bánh răng.
- Độ sinh nhiệt cũng thấp nhất. Tuổi thọ sử dụng trung bình cao nhất tiết kiệm chi phí cho doanh nghiệp.
- Tăng tuổi thọ dao cụ ở mức trung bình 40% so với các cơ cấu trục còn lại.
- Có thể chạy tối đa tốc độ cho phép trong thời gian dài.
Trong tương lai có thể trục Buit-in sẽ thay thế hoàn toàn trục chính dạng Belt và Direct , Vì vậy có thể nói đây là loại trục chính tiên tiến nhất tới thời điểm hiện tại và mang lại nhiều hiệu quả gia công cao cho các máy CNC cũng như mang lại hiệu quả đầu tư cao cho doanh nghiệp.
Bạn có thể xem qua máy phay CNC Hision để hiểu rõ hơn về trục chính này.
4. So sánh các loại trục chính máy CNC
| Trục chính điện | Trục chính đai | Trục chính bánh răng | Trục chính trực tiếp | |
| Vòng xoay tốc độ | Cao nhất | Thấp | Thấp nhất | Trung bình |
| Tỉ lệ tiêu thụ năng lượng | Cao nhất | Thấp | Thấp nhất | Trung bình |
| Độ đảo trục chính | Thấp nhất | Thấp | Cao nhất | Trung bình |
| Thời gian khởi động và dừng | Thấp nhất | Trung bình | Cao nhất | Thấp |
| Độ sinh nhiệt khi chạy max trong 3 giờ | Thấp nhất | Trung bình | Cao nhất | Thấp |
| Tuổi thọ sử dụng trung bình | Cao nhất | Thấp | Thấp | Trung bình |
| Tiếng ồn ở tốc độ cao | Thấp nhất | Cao nhất | Trung bình | Thấp |
| Liên kết truyền tải | Thấp nhất | Trung bình | Cao nhất | Thấp |
| Mức cân bằng động | Thấp nhất | Cao nhất | Cao nhất | Thấp |
5. Vận hành trục chính máy CNC
Có nhiều phương pháp điều khiển trục chính và tốc độ cắt, chủ yếu phụ thuộc vào kiểu máy CNC vào ứng dụng gia công.
– Hàm trục chính
Lệnh chương trình liên quan đến tốc độ trục chính được điều khiển trong hệ thống CNC bằng địa chỉ S. Định dạng lập trình của địa chỉ S thường trong khoảng 1 đến 9999 và không có dấu thập phân: S1 đến S9999.
Đối với nhiều máy CNC tốc độ cao, tốc độ trục chính có thể đến 5 chữ số, số trong khoảng địa chỉ S chỉ: S1 đến S99999.
– Nhập tốc độ trục chính
Địa chỉ S liên quan đến hàm trục chính của máy và phải được gán trị số trong mọi chương trình CNC. Có 3 kiểu gán giá trị số (nhập cho hàm trục chính):
- Số mã tốc độ trục chính.
- Tốc độ trục chính trực tiếp (r/ min).
- Tốc độ trục chính theo chu vi (ft/ min hoặc m/ min).
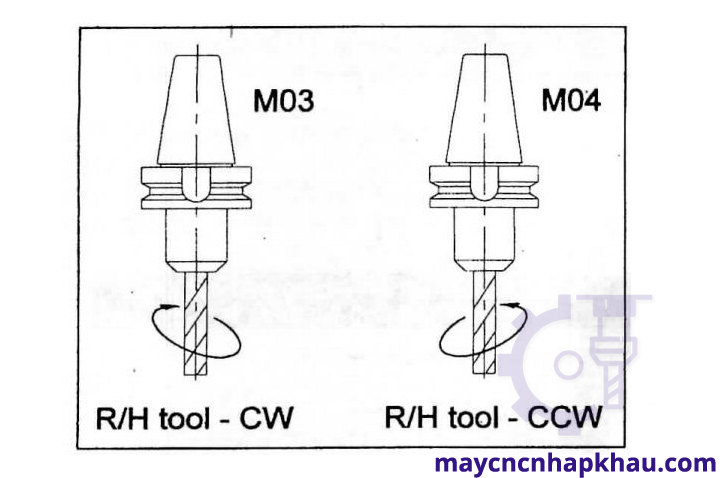
– Chiều quay trục chính
Hầu hết các trục chính của máy đều có thể quay theo hai chiều, chiều thuận hoặc ngược chiều kim đồng hồ. Tùy theo kiểu loại và sự gá lắp dụng cụ cắt.
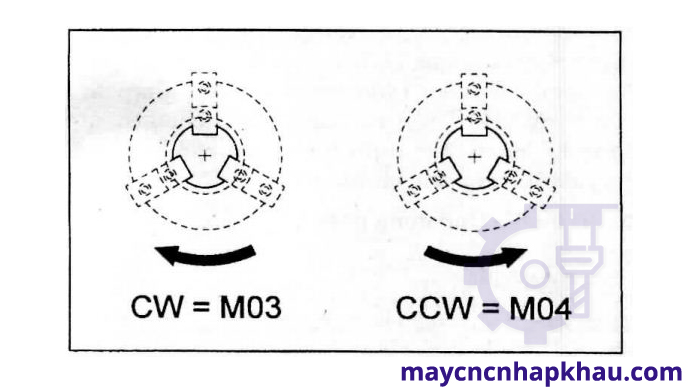
Hệ điều khiển cung cấp 2 hàm M điều khiển chiều quay trục chính: M03 – M04.
Để quy định sự là thuận (CW) hay ngược (CCW) theo chiều kim đồng hồ. Cần thiết lập phương pháp quy chiếu tiêu chuẩn gọi là điểm quy chiếu (điểm chuẩn).
-
Chiều phay
-
Chiều tiện
Phương pháp xác định chiều trục chính trên máy tiện CNC cũng như chiều trục chính trên máy phay CNC.
– Khởi động trục chính
Các ví dụ dưới đây minh họa một số phương pháp để khởi động tốc độ và chiều quay trục chính. Giả thiết là không có sự xác lập tốc độ trục chính S, thông qua chương trình trước đó hoặc thông qua Manual Data Input (MDI – nhập dữ liệu bằng tay). Trên các máy CNC, chưa có sự đăng ký hoặc mặc định tốc độ trục chính khi máy đóng công tắc chính (ON)
- Ví dụ A – Ứng dụng phay
N1 G20
N2 G17 G40 G80
N3 G90 GOO G54 X14.0 29.5
N4 643 21.0 HO1 S600 M03 (SPEED WITH ROTATION)
N5…
Ví dụ này là một trong các định dạng thông dụng đối với các nguyên công phay. Cả tốc độ và chiều quay trục chính đều được xác lập với chuyển động trục Z hướng đến chi tiết gia công.
- Ví dụ B – Ứng dụng tiện với G50
NI G20
N2 G50 X13.625 24.0 T0100
N3 G96 S420 MO3 (SPEED SET – ROTATION STARTS)
N4 …
Đây là định dạng được ưa thích trên các máy tiện CNC, nếu sử dụng phương pháp xác lập G50 kiểu cũ.
– Dừng trục chính
Một số hàm dừng quay trục chính tự động là M00, M01, M02 và M30. Trục chính sẽ tự động dừng lại trong một số chu kỳ cố định.
Nên dùng hàm M05, trong các tình huống cần dừng trục chính mà không tác động đến mọi hoạt động khác đã được lập trình. Hàm này sẽ dừng quay trục chính thuận hoặc ngược chiều kim đồng hồ.
– Sự định hướng trục chính
Hàm M19 được sử dụng để đưa trục chính của máy vào vị trí định hướng. Hàm này thường được sử dụng chủ yếu trong khi gá lắm, hoặc trong chế độ Manual Data Input (MDI). Dùng cho các hệ thống phay, chỉ các máy tiện CNC được trang bị đặc biệt mới sử dụng hàm này.
5. Bảo quản trục chính máy CNC
Là bộ phận có thời gian hoạt động nhiều nhất nên dễ bị bào mòn nhất. Vì vậy việc bảo quản và sửa chữa trục chính là vô cùng quan trọng. Để vận hành tốt máy CNC, đảm bảo được độ chính xác các chi tiết.
Từ việc lắp ráp các bộ phận của trục chính phải diễn ra trong môi trường được khử khuẩn. Để ngăn bụi bẩn và mảnh vụn tiếp xúc với bộ phận đó. Làm giảm độ xuống cấp và tăng tuổi thọ của trục chính. Có thể sử dụng thêm dầu trục chính. Với những tính năng như bôi trơn làm mát và chống mài mòn, chống tạo bọt. Giúp trục chính máy CNC làm việc ổn định trong những điều kiện làm việc khắc nghiệt.

6. Kiểm tra tình trạng trục chính máy CNC
– Kiểm tra độ chính xác
Thực hiện rung lắc trục chính bằng tay để kiểm tra độ chắc chắn của nó. Khởi động máy và quan sát quá trình quay để đảm bảo độ ổn định. Các dao cụ phải được gắn chặt vào trục chính.
– Kiểm tra công suất
Chú ý nghe rõ âm thanh phát ra từ trục chính khi máy hoạt động. Nếu không có tiếng bất thường thì trục chính vẫn hoạt động tốt.
– Tốc độ hoạt động
Không nên cho máy hoạt động hết công suất với thời gian liên tục trong khoảng thời gian quá lâu, tránh làm ảnh hưởng tuổi thọ của trục chính.
– Tuổi thọ
Phụ thuộc vào cường độ gia công và thời gian làm việc. Vì thế cần kiểm tra nhiệt độ trục chính. Nếu nhiệt độ tăng nhanh hơn mức tối đa thì chức năng tản nhiệt đã kém cần xem xét bảo trì, bảo dưỡng làm ảnh hưởng tuổi thọ máy.
Trong đa số các loại máy CNC, trục chính là chi tiết gia công rất phức tạp và đắt tiền. Vì vậy khi trục chính bị hư hỏng, nên liên hệ ngay đội ngũ services của hãng để tiến hành kiểm tra, đánh giá để sửa chữa trước khi quyết định thay mới trục chính. Những bộ phận có thể hư hỏng của các loại trục chính là: Ngõng trục lắp ổ, lỗ côn, lỗ đóng chêm, ren và then hoa,…
Doanh nghiệp nên nâng cấp trục chính để tăng tốc độ và đảm bảo độ chính xác cho chi tiết. Điều này giúp tiết kiệm chi phí sản xuất về lâu dài. Có thể kiểm tra máy và các bộ phận theo lịch trình bảo dưỡng. Để đảm bảo rằng máy vẫn hoạt động bình thường.
Kỹ thuật viên vận hành máy nên hiểu rõ về cấu tạo và cách hoạt động của máy để có thể nhận ra các lỗi và kịp thời khắc phục.
7. Đơn vị cung cấp máy CNC chính hãng với các trục chính hiện đại nhất
Hiểu rõ các loại trục chính máy CNC giúp cho doanh nghiệp có thể lựa chọn loại máy phù hợp nhu công gia công. Bên cạnh đó giúp doanh nghiệp có những kinh nghiệm bảo trì, bảo dưỡng trục chính và vận hành máy tốt hơn. Qua đó giúp doanh nghiệp tiết kiệm chi phí cũng như sử dụng máy đạt hiệu quả cao.
Máy CNC Nhập khẩu là một trong những đơn vị chuyên cung cấp các loại máy CNC chính hãng và uy tín nhất trên thị trường hiện nay. Các sản phẩm của chúng tôi đảm bảo chất lượng, giá cả cạnh tranh. Bên cạnh đó còn có nhiều dịch vụ ưu đãi như vận chuyển tận xưởng, bảo hành bảo dưỡng, thanh toán trả góp,…
Chúng tôi cung cấp đa dạng dòng máy với các hành trình, các loại trục chính máy CNC, cũng như các bộ phận cấu tạo khác thích hợp cho từng nhu cầu gia công của quý doanh nghiệp. Hãy để lại thông tin hoặc liên hệ ngay với chúng tôi để được tư vấn nhận báo giá các loại máy CNC mới nhất hiện nay.